
奥氏体不锈钢材料如1Cr18Ni9Ti是一种较为优秀的机械材料,应用广泛,但其加工性能较差,相对可加工性仅为0.3~0.5,薄壁不锈钢套类零件更有其加工难度,本文重在分析车削这类零件的技术难度并提出相应的解决措施。
1、奥氏体不锈钢薄壁套筒车削难度分析
1.1材料加工性能较差
虽然1Cr18Ni9Ti材料的强度和硬度不高,但塑性和韧性高,其延伸率为40%,是45钢的2.5倍,冲击值是45钢的3倍,切除材料要耗去很多的功,而这些功大多转变为热量。但不锈钢的导热系数小,由切屑带走热量少,所以切削温度高。由于切削温度高,加上切削应力的作用,奥氏体会转变为硬度高的马氏体,加工硬化严重。由于不锈钢的韧性,切屑不易折断,会夹在工件和刀具之间对已加工表面形成挤压,会形成你粘连,粘连严重时会形成积屑瘤,直接影响已加工表面的加工质量,反过来加剧刀具的磨损。
1.2薄壁套筒加工的刚性差
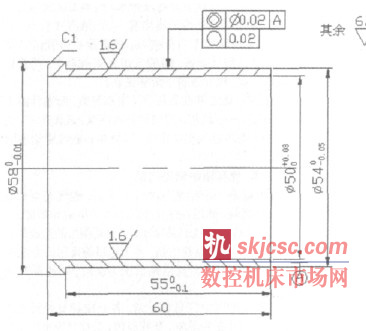
如图所示为某啤酒机企业生产的轴承套,外圆尺寸要求较高,并有一定的形状和位置精度,拟在CA6140型卧式车床上加工,由于壁厚最薄处只有2mm,,在径向装夹力的作用下容易产生振动和变形,不锈钢切削时产生的切削热也会使工件变形,因此改进工艺路线,改变装夹方式,形成刚性较好的工艺系统,恰当选择刀具角度和合适的切削用量。
2、工艺路线
加工分为粗、半精、精加工多个阶段,在半精加工工序中可以修正因粗加工引起的工件变形。可以采用先内孔后外圆的加工方式,粗加工时夹紧力、切削余量可以大些,以提高加工效率。加工外圆时以内孔作为定位基准,以保证位置精度。精加工选择恰当的切削用量,以保证加工精度。
3、夹具的选择与设计
先加工内孔和端面,留较大的余量,采用开缝套筒和特制的软卡爪,增大接触面积,夹紧力均匀分布在工件表面以减少变形。后加工外圆,这时壁厚会越来越小,必须改径向夹紧为轴向加紧,同时要以内圆为定位基准,可以采用弹性心轴装夹。采用三个刚性瓣,其内孔尺寸公差与外圆尺寸相同,曲率半径也相同。在心轴上装有锥套,拧动右螺母使其向内移动,锥套给涨瓣一个径向涨力,使工件夹紧,反方向拧动时工件松开。该夹具结构因为消除了径向间隙可以提高定位精度。
4、刀具选择
4.1刀具材料
针对奥氏体不锈钢材料切削时切削热不易传散、刀具磨损大、材料有亲和性等情况,刀具材料应该具有足够的强度、硬度、韧性,高的热硬性、化学稳定性和耐磨性。在刀具材料中,硬质合金的硬度、耐磨性均高于高速钢,属于廉价而实用的刀具材料,其中YG8类刀具,其导热性适应性较强,可以选用,缺点在于前后角的适应范围小。
4.2刀具几何角度的刃磨
为了减少奥氏体不锈钢薄壁套的车削力、车削温度,减少振动,降低热变形、表面粗糙度,刀具几何角度特别是前角、后角、主偏角、刃倾角的选择十分关键。前角γ0决定着刀具的锋利程度,不锈钢塑性韧性大,γ0要适当大点,以减少切削变形与摩擦力,但γ0不能太大,否则会降低刀头强度,产生崩刃,也使散热条件变差。粗车γ0选为5°,精车时20°。后角α0影响已加工面与后面的接触面积与两者之间的摩擦,因为不锈钢的弹性和塑性高于碳钢,切削有振动,会使两者之间的接触增大,所以α0不能小,否则会使摩擦产生的高温集中在后刀面减短刀具寿命。但又不能太大,这样也会降低刀头强度,减少散热体积。粗车α0选为4°,精车时12°。
主偏角Kr的改变主切削刃的受力分配、导热能力、切削层的厚度等,减少主偏角会使背向力增大,切削不锈钢时振动会加剧,因此主偏角应大于75°。
5、切削用量的选择
主要有三个参数切削速度、进给量、背吃刀量,要综合考虑它们对切削过程、生产率、加工精度和刀具寿命的影响。切削不锈钢套类零件,粗车时可以选择较大的背吃刀量和较低的转速,切削速度VC(10~13m/mi n)、进给量f(0.25~0.36mm/r)、背吃刀量;精车时,要选择较高的转速和较小的进给量、背吃刀量,VC(40~50m/min)、f(0.05~0.1mm/r)、以保证加工精度。
6、切削液的选择
为了减少奥氏体不锈钢薄壁套加工时的切削热、切削变形和积屑瘤的形成,应该选择油溶性切削液,以润滑为主要目的,兼顾冷却的效果。一般选用含有S、Cl等极压添加剂的乳化液、硫化油、煤油、CCl4和油酸合成的切削液,切削液的供给要充分并且及时,辅以喷雾冷却、高压冷却的方法取得更好效果。
总之,奥氏体不锈钢薄壁套的加工有难度,可以通过刀具刃磨角度的选择,夹具的巧妙设计,工艺流程的合理选择等措施,来提高加工性,达到所需的加工精度。
如果您有机床行业、企业相关新闻稿件发表,或进行资讯合作,欢迎联系本网编辑部, 邮箱:skjcsc@vip.sina.com








