
在薄壁件加工过程中, 经常会由于夹具的夹持力而引起工件变形, 当加工完成夹持力释放后, 工件又回复到原来的形状, 造成圆度。椭圆度误差太大, 往往达不到用户预期的目的, 这种现象在机械加工中被称为“ 复原现象” 。随着工业的高速发展, 对薄壁件车削加工的要求也越来越高。我们知道, 对于薄壁件的车削加工, 夹具是最重要的。夹具的结构选定后, 夹持力的大小是所加工工件变形的关键。我厂在为加工铁姆肯轴承圈所设计生产的机床中采用意大利产S MW 一A U T O BLO K T S 浮动爪卡盘, 效果较好,满足了C p k ≥1. 6 7 的要求, 得到了用户的认可。
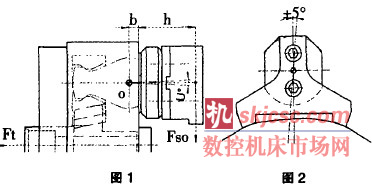
S MW -A U T O BLO K T S 浮动爪卡盘是一种采用杠杆且爪在其轴线上可做一定旋转的自定心卡盘, 其结构如图1 和图2 所示。它不仅可外夹和内撑薄壁件的粗糙毛坯, 也可用软高爪在薄壁件已加工部位进行外夹和内撑。在软高爪与基爪连接处有一个可调心斜键, 可做微型调整工件中心时用。还具有拉回功能, 使工件牢固靠死在定位面上。从卡爪的结构来看, 采用三爪六点均布夹紧方式, 使力均匀分布在工件上, 从而夹持力的大小是所加工工件变形量大小的关键因素。
1 S MW -A UTO B LO K T S 卡盘夹持工件时所
需油缸油压的计算
1.1 加工工件所需主切削力Fz的计算
Fz= p a fK (N )
式中: p 一切削面积上的主切削力, N /m m 2 ;
a 一切削深度,m m ;
f一进给量,m m /r;
K 一修正系数。
![]()
1.2 静态夹持力Fs d 的计算
如图3 所示, 根据库仑定律:
Fra 二Fs d ×∪
式中: Fra 一卡爪与工件的摩擦力, kN ;∪一卡爪与工件的摩擦系数。
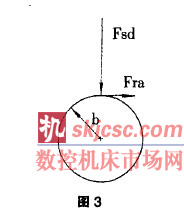
若要使所加工工件在车削过程中被牢固夹持, 不使工件与卡爪有相对运动, 如图3 所示Fra 所产生的力矩T d a 必须大于切削力F:所产生的力矩T Z 。S MW- AU T O BLO K 建议T d a ≥2.5 T Z。
即(Fr a b ) ≥2.5 (FzR )
式中: R 一最大车削半径,m m ;
b 一夹持半径,m m 。
所以Fs d ) ≥ 2.5 (Fz R )/ (f b ) (1)
1.3 离心力Fe t 的计算(A U TO B LO K 提供)
Fe t=3 (m r + Q ) W2 (N )
式中: m 一一个卡爪加上安装螺钉的质量, k g;
r 一卡爪质心的回转半径,m ;
Q一考虑离心力辛嗜系统, 卡盘的离心值, k g m;
w一卡盘的角速度, ra d /s e c ;
3 一爪的数量。
1.4 实际夹持力Fs 0(h l)与静态夹持力Fs d 的关系
在实际车削过程中, 卡盘在高速旋转, 从而产生了离心力。当外圆夹持时, 夹持力会相应减少, 当夹持面是内圆时, 夹持力会相应增大。如图1 所示, T S 卡盘零件的几何形状, 可补偿离心力。对某一转速下:
Fs d =Fs o (h l)-Fe t (2 )
1. 5 实际夹持力Fs o (h l) 的计算
如图1 所示, 对T S 卡盘, 在拉杆拉力Ft 转换到卡盘夹持力F5 0 的过程中, 卡爪绕O 点做角移动。所以不同的加工工件卡爪不同, h 也不同, 根据杠杆原理
Fs o (h 1) x×(b + h 1)= Fs o (h ) × (b + h )
Fs o (h 1)=[ Fs o (h)× (b + h) ] /(b + h 1) (3 )
式中:Fs o (h) 一理论夹持力, kN ;
h l一实际夹持距离,m m ;
b 和h一卡盘理论尺寸, m m ;
1.6 理论夹持力Fs 0(h )的金长算(A U T O BLO K 提供)
据A U T O B LO K 资料, 按公式(4 )计算:
K = Fso (h)/F t=Fs m a x,/Ftm a x 即
Fs o (h)=Fs m a x ×Ft/F tm a x (4 )
式中: Fsm ax 一最大夹持力, kN ;
Ftm a x 一拉杆最大拉力, kN ;
Ft一拉杆拉力, kN 。
1.7 油缸油压p 的计算
Ft= A p ∩, (k N ) (5 )
式中: A 一油缸活塞的有效面积, c m 2;
∩一效率系数。
1.8 联立公式(1 )~公式(5 )得:

2 实际应用
以在C K7815C 上用T S F-C2 5 0 加工轴承圈时卡盘所需油压的计算为例(机床驱动动力足够。鉴于双方技术协议的原因, 在此不能提供加工工件具体图纸)。加工工件大致描述:材料为轴承钢G Cr 巧, 毛坯为锻件, 最大外径φ1 16 m m, 内径φ9 0 m m, 宽度4 0 m m 。采用S MW -AU T O BLO K U G E 2 0 小硬爪, 安装在我们设计的高爪上, 根据5 Mw 峨u T O B LO K 提供资料,∪取0. 6 。
由《机械设计手册》查得, 对轴承钢GCr l5, p =210 7 N/m m 2, 实际应用中最大切削深度a =4 m m ,最大进给量f= 0. 3 m m/r, K 取1。
得: Fz = 2 5 2 8. 4 N。
对T S F-C250 卡盘, Q=-0. 0 4 4 , 我们所设计高爪重量m =1kg , 重心回转半径r= 0. 0 82 m, 采用最高转速18 0 0 rpm (w=18 8 r a d/s e c ), 得:
Fe t=(1 ×0.0 8 2 -0 .0 4 4) ×1 8 8 2 x 3 /9. 8 ≈4 0 2 9. 17 N。
由SMW -A UT O B LO K T S -C 2 5 o 卡盘样本查得:
b = 12 m m , h =7 0 m m ,Ftm a x =4 0 kN , Fs m a x = 9 6 k N。
高爪h l= 6 8 m m , R = b = 5 8 m m, 与T S F -2 5 0 相匹配的S IN一S12 5 油缸的活塞面积A =1 0 3 c m 2, 取∩=0. 9 5, 代人(6 )式得:
P ≥0. 6 1 8 MPa
考虑到力在机械传递过程中的损失和液压系统的要求, 为了安全, 我们取p = 2 × 0. 6 1 5 = 1. 2 3 6 MPa 。
在实际验收过程中, 我们让油压由1. 23 6 M Pa 向上变化, 进行不同压力下的车削试验, 采用1. 8MPa 的油压也可以满足用户的要求。若油压大于1. 8MPa , 就会出现Cp k 值不合格的问题。据来自美国铁姆肯轴承研究所和印度铁姆肯轴承研究所的验收人员讲, 他们多年的经验是油压为l. 5MPa 。从安全角度和实际应用考虑, 我们用1. 5MPa 油压作为验收所用油缸压力, 并通过了验收。
3 结束语
根据以上计算和试验, 5 MW -A u T O BLO K T S 卡盘可用于锻件毛坯状态下的薄壁轴承环的大批量生产。在实际加工过程中可根据不同工件的具体情况,计算出所需油压, 再根据具体加工工艺要求及安全性考虑, 调整油压, 直到安全经济地满足加工工件要求为止, 这样即可确定实际加工所需油压, 进行大批量生产。尤其在轴承行业中, 这是很重要的。现在在中国轴承行业中, 仿形车床和半自动液压车床所占比例很,大, 如何推动和实现轴承行业的数控化生产, 这还需要我们对包括轴承加工工艺。设备在内的诸多问题进行进一步的探讨。
如果您有机床行业、企业相关新闻稿件发表,或进行资讯合作,欢迎联系本网编辑部, 邮箱:skjcsc@vip.sina.com








