
1引言
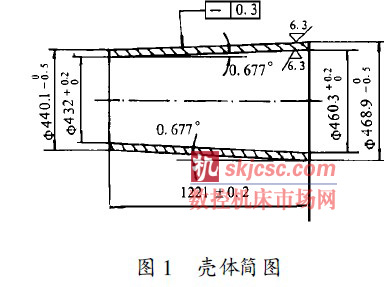
壳体零件见图1, 其大端外径为5 468. 9- 0. 5 mm 小端外径为5 440. 1- 0. 5 mm, 壁厚4mm, 内外锥面的斜角为0. 677°,总长为1221±0. 2mm, 要求母线不直度为0. 3mm,各加工面不允许有接刀痕迹和划伤, 材料为LF6, 其直径与壁厚之比为112∶1, 长度与壁厚之比为305∶1。加工难点: 由于壁薄, 所以在装夹和加工过程中, 极易产生变形, 很难保证内、外型面的准确性及壁厚的均匀性要求;由于壳体超长, 所以其刚性及刀具的安装刚性差, 在车削时极易发生震颤, 在已加工表面出现很深的条痕, 使尺寸精度及表面粗糙度下降。
2 工艺方案
a. 采用壁厚30mm 的圆筒锻件, 留工艺夹头, 长度100mm。
b. 使用C6025 落地车床, 调整刀架导轨与车床主轴的夹角后, 粗车内锥面, 留5~6mm 余量。
c. 时效处理, 消除加工应力。
d. 在C6025 车床上, 精加工内锥面。
e. 装上模胎, 在DuE800 车床上, 去工艺夹头, 用自制机械仿形装置车外锥面。
f . 解决自锁角度所带来的问题, 保证合模、退模的顺利进行。
3 壳体加工的工艺措施及分析
3. 1 合理选用设备
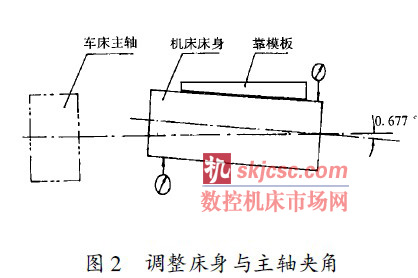
内锥面加工的工艺系统因素主要为: 夹具、机床、镗杆和薄壁壳体。开始, 在DuE 800车床上加工内锥面, 用5 60×1500 的刀杆,试切时, 刀杆震颤非常厉害, 振幅达10mm, 使车削无法进行, 后改为三角型刀杆, 并使刀杆和刀架联成一体, 以及将刀杆直径加大, 以增强刀杆的刚性, 试车时稍有好转, 但没能根本解决问题, 仍无法进行车削加工。经过分析发现, 要防止震颤, 必须采取改善机床的动态特性及在切削点附近采取措施, 这其中包括有工件的支承、刀具的几何形状、装夹及加工时选定的切削深度、进给量、切削速度等。而DuE800 车床恰恰承受不了大直径刀杆切削时所产生的切削力。为此, 改用C6025 落地车床加工内锥面, 使系统刚性提高很多, 同时选用稳定性好的底座, 设计直径为5 500mm的中心架, 将中心架固定在底座上以支承壳体外圆。另外, 由于落地车床主轴和床身是分体的, 为保证加工出锥体斜度0. 677°,采用百分表和靠模板准确调整床身与车床主轴的夹角, 并通过试切与计算, 达到要求后, 再将床身固定好, 并用两块百分表对床身进行测定, 随时观察斜角的变化, 以保证加工出合格的产品, 见图2 所示。
3. 2 制作平衡镗刀杆
在车削内锥面时, 由于悬臂式支持的刀具, 产生强烈的非阻尼振动, 为此, 我们首先把刀杆直径加大到5 175mm, 长2600mm, 重460kg , 然后把中间铣成方型, 夹在刀架上,使刀杆前后部分的受力基本平衡, 在试切中大大减少了刀杆的振动, 见图3 所示。

3. 3 选择刀具材料及切削参数
防锈铝的熔点低, 线膨胀系数大, 对温度敏感性强, 易变形, 在切削力作用下, 易产生高温, 增加材料塑性, 致使切屑底层与刀具前面摩擦厉害, 因而滞留现象严重, 容易产生积屑瘤, 为此选用高速钢(W1) 刀具, 并选用大前角: C= 12°,考虑工件和刀杆的刚性差, 采用小后角, 当A≤1°时最理想。车内锥孔时,因转速是影响壳体振动的主要因素之一,因此我们采用低速、大走刀来减振。选用参数如下:转速n= 35. 5~45r/ min切削速度V = 54~60m/ min走刀量S= 18~20mm/ min吃刀深度t= 2~2. 5mm( 粗车时) t= 0. 2~0. 25mm( 精车时)当走刀量为8mm/ min 时, 刀杆振幅近2mm, 而走刀量加大到19mm/ min 时, 刀杆振幅反而降到0. 05mm 左右。
3. 4 提高表面粗糙度
铝合金的内部组织不致密, 一般加工后表面质量不理想, 用普通冷却液, 表面粗糙度值仅为Ra12. 5~6. 3 之间, 采用煤油冷却润滑, 其表面粗糙度值达Ra6. 3~3. 2 之间。
3. 5 严格控制母线不直度
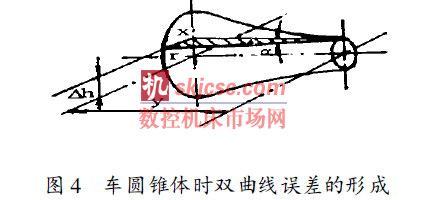
壳体图纸中要求母线不直度必须控制在0. 3mm 以内, 要保证母线不直度, 就要控制加工圆锥面时产生的双曲线误差, 根据圆锥体形成的原理可知: 通过圆锥体中心的圆锥母线是一条直线, 如果把一个标准圆锥体离开中心△h 处剖开, 其剖面形状是双曲线。因此, 如果当车刀装得高于或低于中心△h, 并且运动轨迹为直线, 则车出的母线变成了双曲线, 见图4 所示。
用数学的方法证明如下:
r2= x 2+ △h2
r2- x 2= △h2
x= y ·tgA
r 2- y 2·tg 2A= △h2
r2 / △h2- y2 / △h2·ctg 2A= 1
这就是双曲线方程, 也就是r 在y 轴方向的变化规律是双曲线。
当△h= 0 时, r2- y 2·tg 2A= 0
r2= y2·tg2A
r = y ·tgA
这就是直线方程, 即当车刀对准中心 ( △h= 0) 时, r 在y 轴方向按直线规律变化,这时车出的是标准圆锥体。然而, 由于振动以及主切削力的作用, 容易使刀尖低于工件中心而扎进工件里, 使表面粗糙度、尺寸精度及壁厚的均匀程度都受到影响, 我们希望刀尖要稍高于工件的中心, 但刀具能高于中心的尺寸为多少才能保证母线不直度不超过0. 3mm, 通过实践, 我们将刀尖高于工件中心1mm, 这样即保证了母线不直度, 又防止了扎刀现象。
3. 6 自制仿型装置
加工外锥面时, 工件已装在模胎上, 采用径向定位, 轴向夹紧的方式, 使工件变形最小, 为保证外锥面斜角0. 677°,我们对DuE800 普通车床进行了改造, 自制机械仿型装置即拆除中拖板丝杠5, 通过配重3, 滚轮2 将中拖板4 与锥度靠模1 接触, 使床鞍进给时, 刀架按一定斜度运动, 如图5 所示。
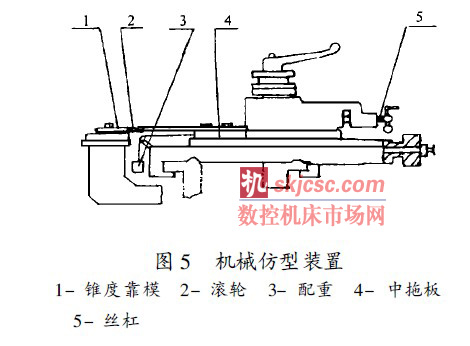
配重的作用是保证在切削过程中, 滚轮始终与靠模板接触并保持匀速运动。配重的重量不够, 导致滚轮与靠模板分开; 过重, 则会出现断续爬行, 使锥面无法加工。因此, 配重的重量应能克服刀架作纵向运动时的摩擦力。
根据公式: 摩擦力F= f·N
f—摩擦系数;
N —正压力。
经过计算, 再通过进行几次试车( 因有拖板导轨的磨损及润滑等因素) , 选择出合适的重量为60kg
3. 7 外锥面加工工装
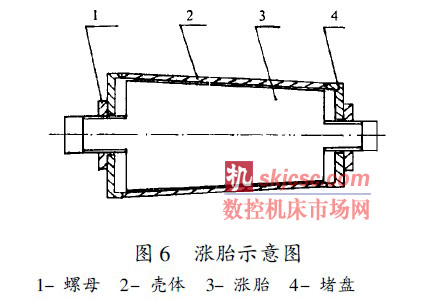
将加工好内锥面的工件套在专用模胎上, 见图6, 模胎外径与壳体内径相贴合, 间隙在0. 05mm 以内, 两端装上堵盘, 并用锁紧螺母夹紧, 这样采用径向定位, 轴向夹紧的定位方式, 解决了径向刚性差的问题, 并用壳体已加工好的内锥面定位, 使加工出的外锥面与内锥面的同轴度、端面与外圆的垂直度和壁厚均达到了设计要求。
3. 8 解决自锁角度的退模问题
壳体的斜角是0. 677°,且壁又很薄, 如果不采取有效措施, 壳体很难从模胎上退出来, 我们在模胎上加纵向槽, 并在其大端加垫圈, 在壳体与模胎之间加滑石粉, 并用螺母压挡圈来推动壳体退出, 从而顺利实现退模。
3. 9 加工结果与实测数据
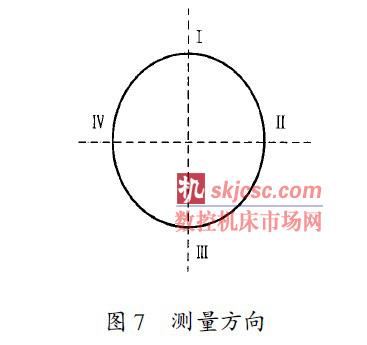
第一批壳体共加工9 件, 大端内、外径公差均控制在0. 2mm 内, 斜角误差控制在0. 01°,内、外锥面的表面粗糙度值在Ra6. 3~3. 2 之间, 母线不直度误差小于0. 2mm, 壁厚的不均匀程度小于0. 25mm, 完全达到并超过图纸的要求( 原焊接结构的母线不直度为2~3mm) 。
测量方向见图7, 实测数据见表1。

4结束语
用C6025 落地车床, 调整刀架导轨和主轴夹角, 用平衡刀杆加工内锥面是可行的。先粗车内锥面, 人工时效消除内应力, 再精车内锥面, 可减少壳体的加工变形及提高加工精度的稳定性。在DuE800 车床上, 用固定模胎, 采用径向定位、轴向夹紧的方式, 用机械仿形装置车削外锥面是成功的。通过以上措施, 加工出了合格的产品, 经试验已证明, 完全满足总体设计要求。
如果您有机床行业、企业相关新闻稿件发表,或进行资讯合作,欢迎联系本网编辑部, 邮箱:skjcsc@vip.sina.com








