
1 前言
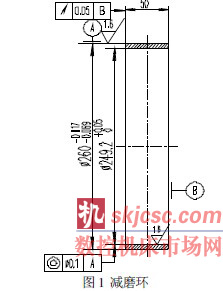
薄壁零件刚性差、易变形,难以保证加工精度。薄壁零件加工的变形问题,多少年来一直困扰着机械加工行业,是比较难以解决的课题。减磨环(如图1)属于典型的薄壁零件,壁厚为5.4mm,精度要求高,直径公差仅为0.05mm。本文结合减磨环的加工对薄壁零件加工产生变形的原因进行了系统的分析,并提出了减磨环加工预防变形的工艺措施。
2 薄壁零件加工变形的原因
薄壁零件加工产生变形的原因很多,现主要从以下几个方面分析:
2.1 装夹变形
因零件壁薄,在装夹过程中由于夹紧力过大或受力不均引起的变形从而影响零件的尺寸精度和形状精度,所以必须选择合理的装夹方式。
2.2 切削变形
2.2.1 切削力变形
在切削力(特别是径向切削力)的作用下,很容易产生振动和变形,所以需要选用合适的刀具及切削参数,采用适当的辅助措施避免、减小由切削力引起的变形。
2.2.2 切削热变形
由于零件本身材质和壁薄的特点,切削热会引起零件的热变形,使零件尺寸难以控制,所以控制切削过程中的发热显得至关重要。
2.3 残余应力变形
毛坯经过热成形后, 冷却过程中产生内应力, 切削后内应力重新分布引起变形, 所以需要采用热处理来消除内应力, 减小残余应力引起的变形。
通过对薄壁零件加工产生变形的原因进行分析,我们知道在加工减磨环的过程中需要采取各种工艺措施控制减磨环加工产生变形。
3 薄壁零件加工变形的控制
为控制减磨环加工变形,以下从零件装夹、切削、残余应力的角度控制加工变形。
3.1 控制装夹变形的方法
3.1.1 扇形软爪应用
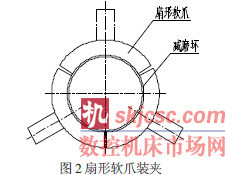
为了使零件装夹时在圆周方向上受力均衡,需要增大夹具与零件的接触面积。可以将三爪卡盘与零件的接触面加宽,并且将其与零件接触的面与零件夹紧面配车,这种夹紧装置即所谓的扇形软爪。由于扇形软爪与零件的接触面配车而成,夹紧时可以充分接触,使零件的受力均衡并具有很好的同心度,而且零件的装夹也快捷方便。但扇形软爪的应用不能完全避免变形的产生。
在减磨环半精车时,我们考虑使用扇形软爪装夹工件以减小变形。经过多次工艺试验,我们发现减磨环的圆度值在0.05mm 左右,符合我们试验初期的设想。所以确定半精车工序选用扇形软爪装夹工件(如图2)
3.1.2 轴向夹紧装置
如果加工过程中将零件径向夹紧改为轴向夹紧,即转移夹紧力的作用点和方向,零件所需的轴向夹紧力约为径向夹紧时夹紧力的1/6,可见采用轴向夹紧的方式利用很小的夹紧力即可实现零件的可靠装夹,更有利于减小夹紧力,从而减小零件的变形。有时为了实现轴向夹紧需要设置工艺凸台来装夹零件。
减磨环精车作为最终成型工序,如果不能很有效的控制变形(即把变形控制在0.02mm 内),加工将面临失败。所以在减磨环精车工序,我们选择轴向夹紧以有效控制变形。为验证轴向夹紧的效果,我们做了多次工艺试验。试验结果证明轴向夹紧可以有效控制变形(外圆圆度在0.01mm 左右)。
3.2 控制切削变形的方法
3.2.1 刀具的选择
减磨环为铸铁件HT300,硬度较高。残余应力管理技术(RSM),从不同的角度讨论减小残余应力的方法,对于刀具前角,前角每增加1 度,切削温度及切削力会降低10%。在刀具耐用度允许的情况下,选用较大的刀具前角和后角有利于减小切削力。刀具主偏角影响切削的径向力。
综合考虑我们选择山特维克CCMT 09 T3 04-WF 3215 刀片。刀具的前角为正前角,后角为7°,主偏角为93°。
3.2.2 切削参数的选择
切削速度的选择
对于金属切削加工来说, 提高切削速度是提高加工效率减少振动的有效手段。但是对于薄壁零件的加工, 切削速度在一定程度上影响切削力的大小, 从而影响加工变形的大小, 因此, 需要对切削速度进行优化选择。
根据选择的刀具和减磨环的材料特性,我们选择200m/min 的切削速度。切削深度的选择削深度对加工振动的影响很大, 切削深度对切削振动的影响也不一样, 在满足加工效率的同时, 选择小的切削深度会降低零件的振动, 使加工较为平稳。结合刀尖半径0.4mm,为保证减磨环表面粗糙度和减小振动,我们选择0.3mm 的切削深度。
进给速度的选择
切削力会随着进给速度的增大而增大,机床的动态柔度特性也可能改变,从而使得加工的稳定性也受到同样的影响。因此,需要对进给速度进行优化选择。综合刀具、减磨环材质、表面粗糙度和精度的要求我们选择0.2mm/r 的进给速度。
3.2.3 切削液的选择
零件在加工过程中产生的切削热是导致零件变形及影响表面质量的因素之一,所以在零件的切削加工过程中应该进行充分的冷却。合理选择切削液可以减小刀具与零件之间的摩擦,改善切削条件,并且带走切削区域大量的切削热,使切削温度降低,切削液的流动还可冲走切削区域和机床导轨上的细小切屑及脱落的磨粒。
铸铁件通常不需要切削液,但为了降低减磨环加工的切削温度,我们选择了半合成切削液。该切削液具有良好的防锈、润滑、清洗、冷却性能,显著提高了加工精度。
3.3 控制残余应力变形
零件在加工过程中,因应力释放极易变形,工艺方法常采用粗、精加工分开进行,并在粗加工后进行去应力处理,即采用粗加工~去应力热处理~精加工的流程。对于变形严重的高精度零件,还要安排半精加工,并进行多次去应力处理。
针对减磨环,我们在毛坯、粗车、半精车、精车之间安排了三次去应力处理(分别为去应力退火、回火去应力、回火去应力)。三次去应力处理尽可能地释放了毛坯、粗车、半精车工序产生的残余应力,保证了最终精车的精度。
3.4 控制薄壁零件加工变形方法的工艺固化
随着数控机床的普及应用,许多控制薄壁零件变形的措施得以用程序固化,避免了因操作者的稳定性而出现质量差异的情况。因此在减磨环的加工过程中我们使用了数控车床、专用夹具,编制了作业指导书等措施。这些措施有效地保证了工艺过程的稳定性。
4 结论
以上是针对减磨环加工采取的工艺方案,经实践证明该方案是行之有效的。
如果您有机床行业、企业相关新闻稿件发表,或进行资讯合作,欢迎联系本网编辑部, 邮箱:skjcsc@vip.sina.com








