
1 引言
对数控加工来说,成组技术就是根据被加工零件的几何形状、结构及加工工艺的相似性进行分组,同一组的零件可按照共同的工艺流程,简单地改变程序,便能制造出某一零件族中的任何零件。
2 成组技术编程的工艺基础
生产实践表明,在数控车床上加工小螺距螺纹应用成组技术可以减少设计工作量,提高设计工作的标准化与合理化,缩短生产准备时间,有利于生产管理科学化。在湖北三丰机械有限公司生产的凿岩设备上,有不同规格的螺纹,如图1 图2 所示。
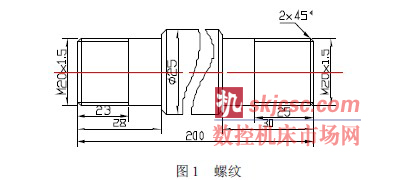
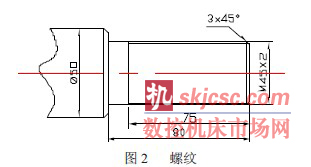
以上螺纹,螺距小于3mm 属于小螺距螺纹,一般用直进切削法加工。
2.1 加工方法的选择
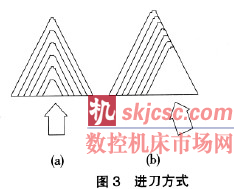
直进切削法的进刀方式共有两种:径向进刀和改进式侧向进刀。
(1)径向进刀是最常用的传统方式,如图3a 所示,其切入方式是刀片直接进给到工件中,刀具两侧排屑条件不好,当加工大螺距螺纹时,易引起振动,影响工件的加工质量。此方法适用于加工小螺距螺纹和淬硬材料(如奥氏体不锈钢)。数控系统中的G82 指令的进刀方式就是这种类型。
(2)改进式侧向进刀方式是最适宜在数控机床上采用的加工方法,可通过编程方式来实现侧向进刀,数控系统中的G76指令的进刀方式就是这种类型。如图3b 所示,刀片以小于后角的牙型角进给,比如,对于60°牙型角的螺纹切削,轴向进给量可以简单地按0.5 倍的径向进刀量来计算;而对于55°牙型角,则应以0.42 倍的径向进刀量来计算。这样便可以得到一个比螺纹牙型角小5°的进刀角。因此刀尖上所产生的热量更少,在加工粗牙螺纹或当接触长度很长时,可有效降低振动。
2.2 各节点数值的计算
(1)螺纹小径d1 的数值计算, 根据经验公式:螺纹的小径d1=d- 1.3×P
(2)螺纹牙型高度的数值计算,根据经验公式:螺纹的牙型高度h=0.65×P
3 变量编程的加工应用
(1)径向进刀法应用螺纹切削循环G82 编程 (2)改进式侧向进刀法应用螺纹切削复合循环G76 编程编制图1 左端螺纹的加工程序,只需要将文件O1111 另存为新文件(如O2222),然后进行编辑。把变量值“#3=30”句中的“30”改为“28”,即完成新程序(O2222)的编制。编制图2 螺纹的加工程序,也只需要将文件O1111 另存为新文件(如O3333),然后进行编辑。
#1=20 (45)
#2=1.5 (2)
#3=30 (80)
把上列三个变量值,用括号内数值替代,其他方面不作任何更改,即完成新程序(O3333)的编制,实现快速编程。
4 结语
以上程序在配置华中世纪星HNC- 21/22T 系统的数控车床实际运行通过。操作者根本无需触动程序本身,只需针对各项加工的参数所对应的变量做出简单调整,就能迅速地将程序调整到最优化的状态。
如果您有机床行业、企业相关新闻稿件发表,或进行资讯合作,欢迎联系本网编辑部, 邮箱:skjcsc@vip.sina.com








