
1 引言
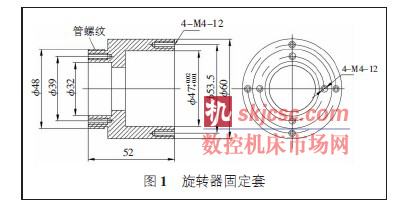
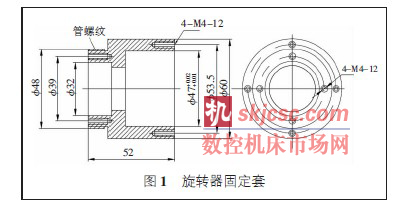
随着国内汽车市场的发展,各类型自动洗车机正大批量投放市场。图1 是某自动洗车机零件旋转器固定套,该零件材料采用防潮防腐蚀不锈钢304(0Cr18Ni19),两端4 个M4 加长薄壁螺纹盲孔为加工难点。针对零件材料与结构切削加工特性,工艺上采取了系列工艺技术措施,解决了零件批量加工的难题。
2 技术措施
不锈钢旋转器固定套上的M4 螺纹盲孔有效长度12mm,为直径的3 倍,属小径螺纹盲孔。受不锈钢材料加工特性限制,加工时丝锥易崩齿或折断,目前有效解决这类问题的研究文献很少,许多企业一般购买进口专用丝锥(国内市场占有量以日本和瑞士为主),但受实际加工中诸多因素的影响,效果也不理想。我们根据零件结构特性的实际切削情况,参考有限的研究文献,得到机攻时易崩齿或折断的分析结果:不锈钢冷硬趋势强,影响螺纹底孔加工质量,加工硬化严重;机攻小径螺纹孔,丝锥强度差;不锈钢塑、韧性大,导热性差,加工变形严重;加长盲孔排屑困难。
2.1 钻削小径螺纹底孔,减少加工硬化
(1)合理设计螺纹底孔尺寸
常规不锈钢螺纹底孔直径为公称直径减去螺距,即钻头直径d=4-0.7=准3.3mm。考虑到旋转器固定套M4 小径加长螺纹盲孔在加工时导热性能差、热膨胀系数大,通过工艺试验确定钻头直径加大0.3mm,即钻头直径选择准3.6mm。钻头直径加大,提高了钻头强度。在该直径上进行后续攻丝,牙型仍然保持完整,也避免了零件挤住丝锥而折断。
(2)改进标准普通高速钢钻头的结构与切削几何角度
用准3.6mm 普通标准高速钢钻头钻削,由于切削加长小孔时切向应力大,钻头的主后刀面和副后刀面对钻孔底面和孔壁进行摩擦和挤压严重,小孔表面金属晶粒发生扭转和破碎产生表面硬化,导致切削阻力增大,钻头明显刚性不足,反弹严重,甚至折断钻头。工艺上对钻头结构进行了改造,将普通标准钻头工作部分标准长度40mm 改制成30mm,以加强钻头刚性。截短后的钻头重新按照符合不锈钢小径加长盲孔的合理的几何角度刃磨,再配合选择合理切削用量、切削液完成底孔加工。
刃磨钻尖顶角为140°±5°。为提高钻头切削部位的强度,顶角角度增大,使钻屑变窄,排屑流畅,且大的顶角散热效果好。
刃磨横刃斜角为50°±5°。顶角增大,钻头的横变宽,定心效果差,切削阻力增大。修磨时,切削刃与圆柱面转
角处还需修磨成圆角,以增加横刃强度。刃磨横刃前角为4°±2°。刃磨后的横刃前角切削刃锋利,轴向阻力大大减少。
刃磨后角为13°±2°。不锈钢材料弹性模量小,切屑层下的金属弹性恢复大,尤其加工小径加长盲孔,后角太小会加快钻头后刀面的磨损,增加切削温度,但后角太大,导致钻头的主切削刃变薄,削弱主切削刃刚性,刀刃散热差。切削速度选择:首先从降低切削温度的基本点出发,高速切削将会使切削温度升高,高的切削温度加剧螺纹底孔表面硬化,经生产验证,切削速度以3.5~4.5m/min,即转速315~400r/min 较为合适。
进给量选择:小径加长盲孔只能手动进给,不能自动走刀。小径加长盲孔进给量选择太小将会使刀具在硬化层内切削,加剧磨损;进给量太大,刚性差,又会使表面粗糙度变差。手动进给可以灵活变通,及时提起钻头进行排屑的同时冷却液注入彻底,有利于切削温度降低。钻削时,为降低切削温度,采用乳化液作为冷却介质。
通过采取以上工艺技术措施,螺纹底孔的质量得到了保证,加工硬化得到了控制,为后续机攻螺纹的顺利进行打下了良好的基础,同时钻孔工效也明显提高。
2.2 螺纹盲孔长度及丝锥改进
(1)合理设计螺纹盲孔长度尺寸
机攻螺纹盲孔丝锥末锥的切削部分不能攻出完整牙型,用普通快换钻夹头机攻时,为防止丝锥折断,设计的工艺结构孔见图2。其中螺尾长度=3×0.7(螺距)≈2,螺纹空白长度=3×0.7(螺距)≈2。为了使丝锥容易开始切削和防止螺纹孔的上下两圈螺纹牙崩裂,防止螺纹挤压高于零件端面,孔口倒角设计为1×45°(在加工螺纹底孔时完成)。
(2)改进M4 标准普通高速钢丝锥的结构与几何角度
机攻M4 小径加长螺纹盲孔切向应力大,普通标准高速钢丝锥的刚性尤显不足,易崩齿或折断。工艺上对丝锥结构进行了改制,将普通标准高速钢丝锥工作部分截短至零件螺纹所需长度。截短后的丝锥重新按照符合不锈钢小径加长螺纹盲孔的合理的几何角度刃磨,再配合选择合理切削用量、切削液,完成螺纹加工。
刃磨切削锥角,切削锥角按20°(≈2 牙)。切削锥角过大,切削部分短,切削厚度增加,分布在每个刀齿上的切削负荷加重,易崩齿或折断,切削锥角过小会因校准部分有倒锥,使后端直径减少,校准部分短,螺纹直径减短,导致零件尺寸不合格.
刃磨后角12°±5°是根据零件材料与螺纹规格确定的角度值,可以减少丝锥后面与不锈钢的摩擦,降低切削热的产生。如果过大,降低刀齿强度,并在退刀时容易产生切屑塞进丝锥后角内的现象,易崩齿,且攻出的螺纹光洁度不佳。
根据小径加长不锈钢螺纹盲孔结构特性,切削速度选取0.6~1m/min,即转速可达50~80r/min。为降低切削温度,切削液采用动物油。
3 工艺技术措施
3.1 设计专用钻模
从零件结构分析,4-M4 螺纹孔的位置度为自由公差,用通用万能分度夹具即可保证,设计了专用钻模夹具,以提高工艺位置精度,防止攻制螺纹时丝锥位置偏斜而产生破壁,同时也适于批量加工。
设计钻模时,钻模板设计结构采取了分度式快速拆装的形式,即零件在钻模中定位固定,先确定钻头与零件孔的位置,端面钻1 个浅孔并锁定钻床主轴,再拆掉钻模板,零件仍保持固定在钻模上的正确位置(一批零件只需用钻模板定位一次即可)。在加工完成零件端面的4 个螺纹底孔后,接着使用快换钻夹头机攻螺纹。
3.2 相关工序预防配套
见图1,M4 螺纹孔处于薄壁劣势位置,加工左端准32内圆柱面、管螺纹与右端准47、准60 内外圆柱面产生的加工硬化层有延伸到螺纹孔位置的趋势,因此在加工这些型面相关工序时,也必须采取防止加工硬化的工艺配套措施,减少M4 小径加长螺纹盲孔的加工障碍。
通过以上工艺措施和切削性能的反复生产验证,解决了批量机攻M4 小径薄壁螺纹盲孔的加工难题,目前旋转器固定套生产加工已上批量。
如果您有机床行业、企业相关新闻稿件发表,或进行资讯合作,欢迎联系本网编辑部, 邮箱:skjcsc@vip.sina.com








