
1. 改进背景及效果
曲轴大盘加工部分产品是在Z3040(Z3050)钻床上进行的。加工前,先将曲轴安装在专用模具上,轴向位置由轴肩确定,用偏心夹紧机构将曲轴固定在模具上。然后将专用钻套安装在曲轴大盘上,开始钻削加工。钻削加工时,操作者要紧紧盯住刻度盘,当达到要求深度时立即按下进给手柄将钻头退出。待底孔全部加工完以后,开始攻螺纹。攻螺纹时,操作者更为紧张,因为攻不通孔螺纹时要严格控制深度,若超过底孔深度极易折断丝锥,使曲轴无法修复造成废品。由于仅靠人为控制,因此攻螺纹后螺纹深度无法保证。深度不准确使主机厂在装机时无法使用统一标准的螺栓装配。这样既影响了产品的互换性又使生产效率大大降低。究其主要原因是因为原有的操作方法过于原始化,攻螺纹深度完全由操作者凭经验来控制,所以根本无法保证螺纹深度的准确性。
针对上述问题,我结合专业知识、现场研究并查阅有关资料,设计出了一套在提供报警的同时能使操纵手柄自动反转退出丝锥的装置。该装置填补了国内钻床设备的一项空白,极大改善了机床的灵敏度,使普通钻床变成了半自动机床,为实现自动化生产迈出了新的一步。该装置极大改善了劳动者的工作条件,使攻螺纹质量有了很大的改善和提高,螺纹深度得到了保证,并受到主机厂的好评。
2. 确定参数
设计时,首先要确定齿轮的模数和齿数。通过测量操纵杆直径为20mm,首先确定齿根圆直径应在26~29mm(为了保证齿轮强度)。其次确定齿轮齿数应该被“4”整除。因为操作手柄从正转到反转的旋转角度为90°,也就是1/4圈,如果齿数为单数很难保证旋转角度的准确性。于是根据资料确定齿轮齿数为22齿,模数为1.5mm。如此推理,操纵手柄转过90°(即1/4圈),也就是齿轮转过1/4×22=5.5齿。由于齿条轴与齿轮相啮合,也使齿条移动了5.5齿即齿条轴的位移量为πmz =3.14×1.5×5.5=25.9(mm)。根据计算结果和查资料,选用电磁铁型号为MQ1-3N,其额定吸力为30N,额定行程为25mm。与计算值的差距可由电磁铁的冲击惯性来补偿。
3. 组装及操作步骤
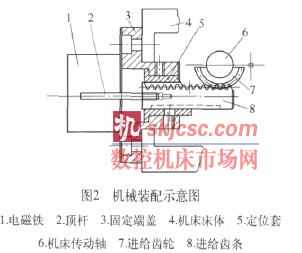
组装时,为减小齿条轴与支座之间的摩擦系数,在两者之间加上定位套。因为定位套使用HT200材料制造,防止了拉伤与烧结现象的发生。另外为防止齿条轴在工作时发生旋转,影响动作稳定性,在齿条轴上铣出4mm宽的小槽,并用定位螺钉与支座联接。在齿条轴与齿轮的啮合处为了不使齿轮与定位套发生摩擦,将定位套一端铣出一个斜面,为齿轮旋转留出足够的空间。以上零件组装在一起后,便可以在钻床箱体上进行安装了。安装时,首先要确定安装位置。如果机床本身有转换开关安装孔,即可以利用它来直接安装。如果机床上没有配备安装孔,则需要根据安装位置镗出安装孔。安装孔的中心应与操纵杆的中心有一个偏心量e ,通过计算得出偏心量为23mm。如图1所示。以保证支座安装后与箱体孔的同轴度。通过计算孔径是φ 65mm。同时为了减小镗削端面的尺寸使结构紧凑合理。

安装孔确定后,首先要在操纵杆上安装齿轮,其安装位置如图1所示。齿轮要稍微向下偏离安装孔的中心,以便在操纵杆向上运动进行变速时齿轮与齿条轴不会脱离,保证机构动作连续性。然后将组装好的反转装置插入安装孔,使齿轮与齿条轴正确啮合(留出一定间隙)。接着将支座上的安装孔配划在箱体上。
将支座固定在箱体上后,要确定齿条轴的轴向位置,使顶杆露出支座表面25mm为宜,以保证电磁铁在有效行程内正常工作。然后将电磁铁安装在支座上。并用手推动电磁铁衔铁使其运动灵活且行程合适。但在过后试车时发现,当电磁铁断电,并将操纵手柄拨至停止位置后,电磁铁的衔铁远远偏离了有效行程位置,为了使衔铁有一个正确的位置,又在衔铁与线圈之间用铜板(或铝板)支撑,以消除衔铁的部分间隙。同时,在衔铁后部安装了复位弹簧,使衔铁在静止时始终保持一个正确位置。
如图2所示机械部分安装后,就要确定电器感应开关的安装位置了。电器部分主要由接触板和接近开关等组成。接触板固定在刻度盘上,随着刻度盘一起旋转。接近开关则用支架固定在箱体上,接近开关可以在支架槽内作一定角度的移动,以调整开关与接触板的相对位置(如图3所示)。安装时,先用曲轴确定丝锥的深度位置,并将固定在刻度盘上的接触板对准接近开关。其位置由刻度盘和接近开关共同调整。
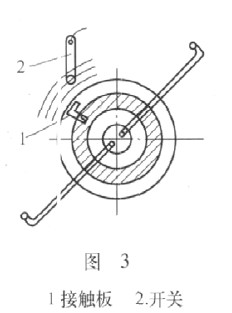
具体动作步骤如下:当丝锥达到攻螺纹要求的深度时,接触板靠近接近开关使报警系统(蜂鸣器)接通。同时接近开关发出电讯号,使电磁铁通电。如图4所示,电磁铁3推动齿条2轴向左移动,并使齿轮1作旋转运动。
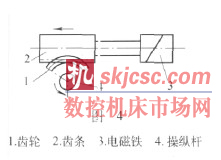
因齿轮1固定在操纵杆4上,因此使操纵杆4也旋转一定的角度。操纵杆则带动分油器的阀芯旋转, 使反转油路接通, 液压油将反转离合器摩擦片压合, 使钻床主轴获得反转。当丝锥反转退出一定位置后,刻度盘上的接触板脱离接近开关,使电磁铁及报警器断电。待丝锥完全退出螺纹孔后,将操纵手柄拨至停止位置即可。整个操作过程就此结束。
如果您有机床行业、企业相关新闻稿件发表,或进行资讯合作,欢迎联系本网编辑部, 邮箱:skjcsc@vip.sina.com








