
长度与直径之比大于25的轴类零件为细长轴,属于柔性轴。由于其刚性差,加工时很容易弯曲变形,出现锥度、竹节、鼓形、棱形等缺陷,并且细长轴对于切削力、振动和切削液等十分敏感,这样就给切削加工带来诸如效率低下和难以加工出所需精度和表面粗糙度等一系列问题。
如图1所示为我厂生产的某型天线圆杆,属于典型细长轴零件,该零件直径30-0.15-0.24mm,全长1 510mm,毛坯由管料和圆钢经粗加工后焊接而成。经调质处理后,长径比为50.3,直线度要求为0.02mm(100mm内),圆度0.009mm,在车削时只有对零件的装夹、工装模具、刀具及切削参数和切削液进行合理的改进与选择,进行全面的工艺分析才能保证其精度要求。
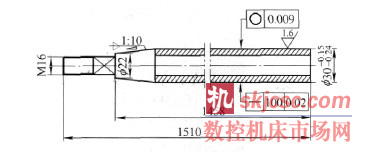
图1 圆杆
1. 装夹工艺改进
通过对典型零件的工艺分析,需要在加工过程中采用如图2所示的方法进行加工。
该典型零件在装夹时需充分考虑在车削过程中如何控制好外应力、刚性不足、振动及热变伸长等问题。
由于车床的自定心卡盘与主轴中心线平行,如用卡盘直接夹圆杆前端往往会产生扭动的情况。如果装夹处有些弯曲,夹紧后会把弯的夹直,产生外应力,在近卡爪的一端仍会回复原来的弯曲形状;为克服这样的弊端,在卡爪处放上一个开口的钢
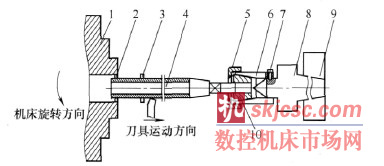
图2 零件装夹示意
1.自定心卡盘 2.开口钢丝圈 3.跟刀架 4.圆杆 5.锁紧螺母 6.锥套
7.固定螺钉 8.回转顶尖 9.车床尾座 10.弹簧夹头
丝圈(3mm),如图3所示,使卡爪与细长轴之间成为线接触,使工件在弯曲状态下能自由的调节装夹位置,从而防止或减少了工件由于装夹不当带来的外应力。
2. 车削工装的探讨
由于常用的跟刀架爪子容易磨损,加工时常出现抱死或没有支撑住等缺陷,车出的工件有竹节、鼓形、棱形等现象。为解决这一问题自制如图4所示的简单三支承跟刀架,在三个支柱的爪部

图3 开口钢丝圈

图4 三爪支撑跟刀架
都装有小型滚动轴承( 见图5 ) , 3个支柱间的夹角为120°。使用时先将工件的左端车一架位,将其固定在刀架上,随刀一起移动向下调整螺钉使其头部顶住下端的中滑板,起到支撑作用。在主体上还需加工3个螺孔,支柱能够径向移动,位置到位后可用螺母进行轴向固定。切削时由于有3个小型滚动轴承可以起到支撑作用将工件定位,这样可以避免加工切削时工件产生向同一方向偏离。

图5 支柱
减小工件受热变形伸长。在加工时,由于车削热传递,工件温度升高,继而产生热变形,其伸长量为
l =αLΔT
式中,α 为材料线膨胀系数;L 为工件总长;ΔT为工件升高幅度。针对这一问题,自制工装辅助拉具能有效提高工艺系统的刚性以及补偿工件的热变形伸长。
辅助拉具主要由锁紧螺母、锥套、弹簧夹头组成(标准工具无需另外加工)。使用时根据零件的大小选择合适的弹簧夹头(如圆杆尾端为M16,先在车床上将其外径加工为 16-0-0.01mm与 16mm弹簧夹头相配合),把弹簧夹头放入锥套内用锁紧螺母锁紧,在活动顶尖的圆柱面上加工螺孔M6,顶尖的圆柱面和锥套的孔配合间隙控制在0 . 0 1 ~0.02mm之间,再用M6螺钉与拉具联接,调整好尾座位置并固定,再拉紧工件。
3. 刀具与切削参数的选择
在反向车削细长轴时应充分加注切削液,刀具应经常保持锋利,减小车刀与工件的摩擦发热,减小热伸长量。针对材料的特性选用75°YT15反向车刀粗车,主切削前角γ 和棱前角均为25°并倒棱0.4~0.8mm,开R4mm断屑槽不磨过渡刃。车刀后角-8°,倒棱0.1~0.3mm,棱后角为-12°。这样增加了车刀后隙面支撑工件,防止工件材料内部组织不均产生的啃刀现象,并消除低频振动。
另外,倒棱和棱后角不能太大,否则会影响正常切削并增强金属表面的冷作硬化。反向车时对车削用量有特殊的要求,取较大的进给量,以增加工件的轴向拉应力,防止工件大幅振动。通常选择次序为先取最大的进给量,其次选择最大的背吃刀量,最后选择最大的切削速度。反向精车刀需要选用W18Cr4V高速钢材料,将其装于弹性弹簧刀杆上,以适应刚性不足的特点。刀头上的切削刃比较宽,前角为25°,后角为8°,倒棱1~3mm,棱后角为-4°,这样可保证车刀和工件有一定的接触面积,切削刃顶住工件以防止因切削力变化带来的啃刀弊端。精车时进给量、背吃刀量和切削速度均需合理控制和选择。
刀具的安装小窍门在于装夹粗车刀时,其位置应高于车床主轴中心线0.5mm,这样参加工作的前角就会增大,车刀前端磨损减小,便于切削。同时工作后角相应减小,易于防止切削振动,保持工件的固有刚性。装夹精车刀时应低于主轴中心线0.2~0.5mm,这样可增大实际的工作后角,减小车刀后刀面的磨损,提高加工表面质量,宽切削刃要求表面粗糙度值小且平直。装夹刀具时需用百分表检查切削刃是否平行于进给方向,其差值不能超过0.01mm。
4. 切削液的选择
加工时切削液用量必须充分,其配方组成需选用豆油(植物油)、全损耗系统用油和柴油,按4∶3∶3制成。
5. 车削加工注意事项
(1)车削前需对毛坯进行调质或正火以消除内应力,最好在车床上进行校直。
(2)粗车余量一般为2~3mm, 精车为0.02~0.08mm。
(3)要充分浇注切削液。
(4)加工完成后应垂直吊挂。
6. 结语
通过对细长轴零件车削工艺分析,发现改进装夹方式,采用合理的刀具和切削参数,合理选择切削液,能够保证细长轴所有尺寸精度及形位公差要求,满足工艺要求和设计需求,并提高了生产效率。
如果您有机床行业、企业相关新闻稿件发表,或进行资讯合作,欢迎联系本网编辑部, 邮箱:skjcsc@vip.sina.com








