
对细长轴生产中产生振动时,工艺系统受到干扰和破坏,不仅让加工表面质量严重恶化,缩短机床及刀具的寿命,还会发出刺耳的噪声,对零件的加工生产产生严重的影响。细长轴类零件表面粗糙刚度差、长径比大,刀具在高温的细长轴氧化表面车削时极易磨损,同时被加工的细长轴围绕轴心线产生强烈的扭转振动而难以控制精度。
在实际中采用精确的切削用量,配合精心设计的中心架和跟刀架,仍然不能生产出很好的细长轴。本文通过建立受力模型,结合有限元分析法对细长轴切削加工过程中产生的振动特性作了仿真分析,利用跟刀架采用浮动的来限制细长轴最大振幅的位置。从结果对比可以看出,用这种措施可以缓解振动,对径向振幅有很好的限制作用,保证加工质量。
1 对细长轴加工中各误差的概述
在实际加工中由于切削热作用、正向切削力以及径向力下,细长轴会发生振动,会使车削过程中各位置的物理机械性能和接触刚度改变,导致细长轴热扩散,受力不均,致使加工部位发生异变,刀具与工件间产生相对位移,会使加工表面产生振痕,严重影响零件的质量和性能。我们用频谱分析法,将细长轴加工过程中各误差分为:(a)体表不平度误差(b)振动波形的误差(c)形状的误差。而形状误差为细长轴加工过程中的主要误差方式,分为:(1)竹节形误差(2)腰鼓形误差(3)麻花形误差。
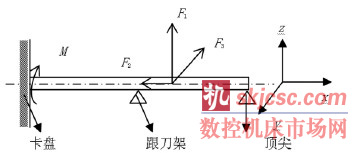
图1 细长轴车削受力图
2 建立受力模型
振动现象是由于细长轴在车削加工时顶尖支反力变化不均匀引起的,试验中我们在细长轴顶尖处采用弹性顶尖(理想弹性体材料满足:a.均匀分布的质量b.服从弹性定律c.各向特性相同)来对变化进行补偿,通过生成支反力,根据顶尖部位受力情况可将其看作固定支架;跟刀架可在竖直方向自由移动,限制水平方向位移。对卡盘也作简化,整个系统受力如图1。F1 代表主切削力,F2 代表轴向作用力,F3 代表径向作用力,M 代表车床施加的扭矩。细长轴在上述作用下在轴向等方向均发生振动。
3 振动频率的模拟仿真
细长轴切削振动的仿真分析已作为针对其振动特性所采取的有效措施,通过仿真分析表现了细长轴加工中的振动动态特性,并以此确立了缓振策略,即运用跟刀架浮动方式工作有利于减弱振动对加工质量的影响,提高车削质量。
![]()
图2 细长轴有限元模型
采用VDRAG 命令拉出如图2的细长轴的有限元网格模型,加工时轴受到不同方向的力的作用,并且截面为圆,因此我们用ANSYS 中的95 号元素材料,它是高阶的多面体元素材料,有20 个结点,可用于曲线几何体建模。建模时,对模型做适当简化,除去螺纹和键槽等细节信息。模态分析时,为减少径向切削力对细长轴弯曲变形的影响,将细长轴加工时的系统简化为固支-简支梁的模式,采用左边固定,右边顶端弹性,相当于在细长轴上增加了X、Y 方向上的支撑。细长轴在加工过程中以一定角速度旋转,这将使轴产生一定扭矩和预应力。所以细长轴加工中的振动特性分析采用附加转动的预应力模态分析法。细长轴车削加工过程中,跟刀架和刀具的运动均是连续的进给直线运动,从而导致细长轴产生的约束的变化时动态的,在每一个细长轴支架中,跟刀架和刀具都导致一个特定的振动模态。所以,必须对运动的刀具和跟刀架作离散化处理,挑了32 个位置均匀沿轴向进行计算并近似模拟整个细长轴受力情况,考虑到既减少计算时间又能保证其整体分析的准确性,这32 个位置对应于32 个载荷步,每个载荷步抽取了前10 阶模态并进行扩展,利用ANSYS 的强大功能提取频率,绘制各阶振型曲线。在车削刚开始时,细长轴的频率低,然后随着车削过程的细长轴的转动而逐渐增加,在轴的中间,其固有频率达到最大,然后逐渐下降,在加工结束时,细长轴的固有振动频率也比较低,频率的变化标志着细长轴的刚性在不断变化,只有稳定的细长轴刚性才可减小振动,提高加工质量。
细长轴受多方向振动影响产生独立的振动模式,现将对细长轴影响大的一阶振型曲线图绘制如下图3 所示。X 轴为车削过程中细长轴距测量卡盘的距离,Y 轴为细长轴上各位置的振动幅度大小(包括径向位移、切向位移和轴向位移),(a)图为对细长轴车削加工到轴上1/4 处时的振型状态曲线,(b)图为对细长轴车削加工到轴中部时的振型状态曲线,(c)图为对细长轴车削加工到轴上3/4 处时的振型状态曲线。同时,把各方向一阶振型曲线在同一个图中绘出,用B、C、D 来区分;其中,B 表示径向一阶振型曲线,C 表示切向一阶振型曲线,D 表示轴向一阶振型曲线。
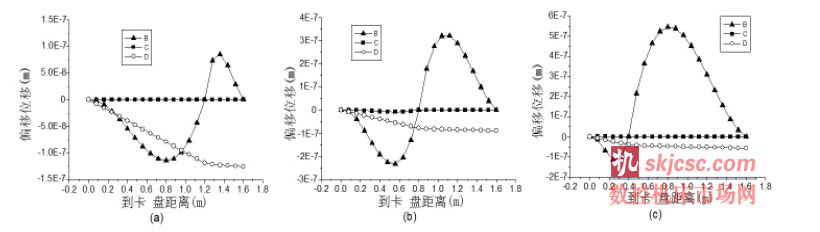
图3 无浮动刀架时一阶振型曲线
由图3 可以看出产生振动的特点:首先,改变径向力对振型和振幅有影响;其次,在细长轴中部受到的振动的振幅是最大的,且最大值和最小值的距离大约是轴长的一半长度。综上,系统设计如下:在车床的后丝杠上通过减速装置安装有两个跟刀爪的浮动刀架,刀爪的距离设计在为细长轴轴长的一半,并且控制刀架速度为刀具轴向速度的一半。这样的目的就是为细长轴在其最大振幅位置加两个浮动支承。通过模态分析得出振型如图4 所示。
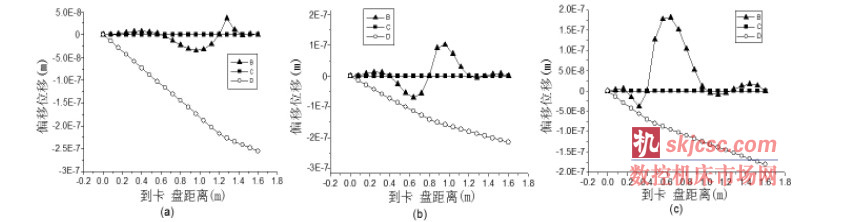
图4 有浮动刀架时一阶振型曲线
通过比较,径向振型模式的相对幅度显著减小,但容易看到有不少的峰值的出现,导致这样结果的原因是支承的浮动让细长轴刚度增加,振动频率也跟着增加。但是,另一方面,在轴向振动方面的振幅有增加的趋势,这意味着两个振动是独立产生的,轴向振动振幅并不随径向振动振幅的减小而减小。但由于轴向振动对加工尺寸影响完全忽略,在较小进给速度情况下,可以提高加工精度。
4 结论
本文对细长轴切削过程进行了模态分析,车削到轴的中部时频率最高,揭示了细长轴车削过程中自身的固有频率随轴向拉力的变化而变化。采用浮动跟刀架,增强细长轴的刚度。同时表明轴的径向振动和轴向振动是两个独立的过程,改变轴向力对振型的影响,同时浮动跟刀架具有振动的补偿控制作用,提高切削质量。
如果您有机床行业、企业相关新闻稿件发表,或进行资讯合作,欢迎联系本网编辑部, 邮箱:skjcsc@vip.sina.com








