
平面磨削中需注意的问题
2012-12-31 来源: 作者:天津市机床厂 吴章琼 朱炎文
一、平面磨削用夹紧装置
平磨非金属材料时, 可使用图示具有活动v 形块的夹紧装置。安置在磁性平台上的夹具体5 , 内装带弹簧7 的v 形块1 和3 , v 形块的v 形部分,采用导磁材料。将工件放平后, 转动偏心轮6 , 活动v 形块3 接触工件, 当磁性平台接通时, 磁力将v 形梦前部拉向平台方向使工件夹紧,工件的基准端面也紧贴磁性平台。当磁性平台断电时, 在弹簧7 的作用下, v 形块3 可抬起至限位板4 的位置。
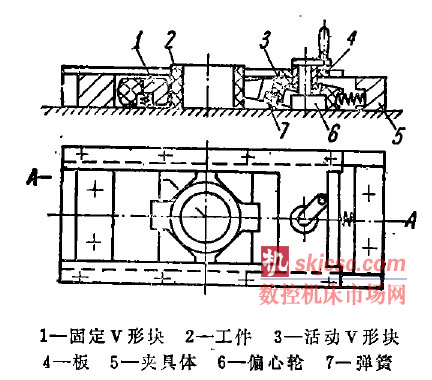
此夹紧装置加工精度高, 工作可靠。
二、避免平面磨削时产生塌边缺陷
经高光洁度磨削后的工件, 在纵向及横向两端若千长度内的尺寸(厚度)低于中间部分的尺寸, 通常称为塌边。在高光洁度磨削中, 要避免塌边或寻找塌边的原因都较困难, 只能通过实验分析找出产生塌边的主要原因。
实验证明: 冷却液温度二液压油油温+ (2 ~3. 5℃ )及冷却液温度蕊室温+ (1 ~ 1 . 5℃) 的条件下, 进行高光洁度平面磨削时产生塌边最小。为避免纵向两端产生塌边, 主要是控制冷却液、液压油及室温之间关系。若在恒温室里, 机床带有油温及冷却液的温度调节器, 并有合理的工艺及操作方法, 可避免或减小产生磨削塌边。
2 被磨件横向两端产生塌边经测试证明, 产生横向两端塌边主要是由于机床的几何精度的影响。其它和局部热变形及横向换向冲击等影响甚小。
投稿箱:
如果您有机床行业、企业相关新闻稿件发表,或进行资讯合作,欢迎联系本网编辑部, 邮箱:skjcsc@vip.sina.com
如果您有机床行业、企业相关新闻稿件发表,或进行资讯合作,欢迎联系本网编辑部, 邮箱:skjcsc@vip.sina.com
更多本专题新闻
名企推荐







专题点击前十
| 更多

