
1 问题及工艺分析
在加工A380 客机飞行器控制系统的一项薄壁环形零件时, 由于零件的刚性差, 容易产生形变, 加工较为困难。为解决好薄壁类环形零件的平面磨削变形问题, 同时增加热处理工艺和调整磨削工艺, 特作以下分析。
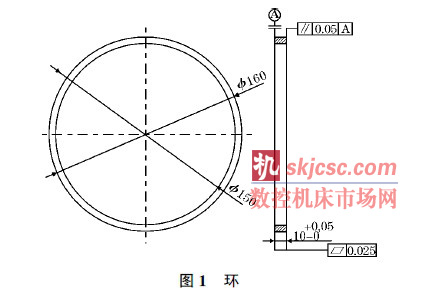
图1 所示为薄壁环形零件。壁厚直径= 1B32,零件材料为17- 4PH 合金, 两端面精度要求较高,内圈接触毛毡, 作一般精度要求。根据零件结构, 初步制定的工艺路线为: 粗车整圆y 精车整圆y 磨平面。按照这种路线加工时发现, 两端面的平面度和平行度均不合格, 平面度超差0105mm- 0108mm( 采用德国OEG GmbH 大表面平面度扫描仪FLATSCAN检测) , 主要是由零件变形所致。具有内应力的零件, 其内部组织处于不稳定状态。它有强烈地倾向于恢复到一个稳定的没有应力的状态。即使在常温下零件也会缓慢、不断地进行这种变化, 直到内应力消失为止。在这一转化过程中, 零件的形状和原有的精度将发生变化。磨削变形的应力主要由两部分构成, 即材料残余应力和磨削应力。
( 1) 材料残余应力
17- 4PH 合金是沉淀、硬化、马氏体不锈钢。材料在加热和冷却过程中, 由于表层和心部的冷却速度和时间不一致, 形成温差, 导致体积膨胀和收缩不均而产生应力, 即热应力。在热应力的作用下, 由于表层开始温度低于心部, 收缩也大于心部而使心部受拉, 当冷却结束时, 由于心部最后冷却体积收缩不能自由进行而使表层受压、心部受拉。另一方面钢在热处理过程中由于组织结构由奥氏体向马氏体转变, 比容的增大会伴随材料体积的膨胀, 材料各部位先后相变, 造成体积长大不一致而产生组织应力。组织应力变化的最终结果是表层受拉应力, 心部受压应力, 恰好与热应力相反。
( 2) 磨削应力
在磨削过程中, 工件表面层在切削力、切削热的作用下, 也会产生不同程度的塑性变形和金属组织的变化所引起的体积改变, 使工件表面层产生内应力。再次加工后, 内应力重新分布, 使工件产生变形。其次, 平面磨削在表面方向作进给, 直至达到规定的尺寸要求。当磨削力大、热量多、冷却、排屑条件差时, 工件受热变形大。
2 问题解决
解决以上问题, 重点在消除或降低内应力。可选择的方法有: 在精加工前对工件进行固溶时效处理; 调节加工方法、改善磨削速度等参数和稳定切削力。
( 1) 降低材料应力
在工件精加工前, 增加固溶时效处理工序。固溶处理能使合金中各种相充分溶解, 强化固溶体并提高韧性及抗蚀性能, 消除应力与软化, 以便继续加工成型。时效处理是在强化相析出的温度加热并保温, 使强化相沉淀析出, 得以硬化, 提高强度。试验得出17- 4PH 沉淀硬化不锈钢1040 e 1 小时油冷,固溶处理, 480 e 时效2 小时的组织和性能最理想。
( 2) 降低磨削应力
试验结果表明, 通过增加磨削次数和粗磨后的稳定处理, 可以抑制磨削变形。调整后的磨削参数为: 砂轮切削速度30m/ s, 横向进给0101mm, 工作台速度27m/ min, 单位时间切削量415mm3/ s。由于凸轮形状的特殊性, 通常其磨削余量不均匀, 而且凸轮磨削工艺系统刚度较差, 因此磨削过程中很容易由于磨削余量的不均匀引起磨削力过大地波动, 进而影响加工质量。在凸轮磨削过程中引入适应控制技术, 保持磨削力的恒定, 也可以降低磨削变形。试验同时发现, 在选择切削液时, 水溶性切削液 ( 乳剂) 优于纯油性切削液( 油剂) 。
3 结语
在不影响机械性能的前提下, 应尽量降低材料内应力的影响、减少磨削变形。在精加工之前, 增加工件固溶时效处理, 对于解决薄壁类零件的磨削变形问题是比较有效的方法。增加磨削次数及粗磨后的稳定处理、改善磨削参数和稳定切削力, 也可以作为降低磨削变形。
如果您有机床行业、企业相关新闻稿件发表,或进行资讯合作,欢迎联系本网编辑部, 邮箱:skjcsc@vip.sina.com








