
图1为工件的结构简图,工件圆柱上有两个侧平面,与基准A有对称度的要求,采用常规的磨削方法,很难保证尺寸公差和位置公差。我们对工件的结构工艺性、定位基准的选择进行了认真的分析,设计了磨削工装,均一次磨削成功,验证了此加工方法的可行性、合理性。
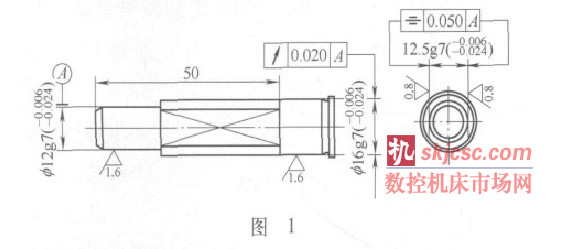
1. 工件加工工艺分析
(1)在铣床上直接用万能分度头装夹工件外圆,顶尖顶持,加工圆柱侧平面,对称度能达到要求,但表面粗糙度很难达到图样要求。
(2)粗铣后,磨削加工是最理想的,但是找正和装夹是最困难的,每个平面都要试磨削后,测量剩余的量,再进行磨削,反复几次才能完成加工,而且尺寸12.5g7和对称度时常会超差,出现废品。如何方便、可靠地装夹工件,保证加工和定位精度,我们设计了一套磨削工装。
2. 工装的结构和工作原理
此工装由三部分组成:
(1)夹具体(见图2中的标号1)上有4孔,孔的形状与被加工零件一致,φ 16H8、φ12H8是基准孔,上、下平面与基准孔有对称度要求,两个孔中间部位有一缺口,便于压紧块放入,每个φ12H8孔前端都有一个螺纹孔,整个夹具体像“工”字形,凹槽是砂轮的工作部分。
(2)压紧块(见图2)由上、下两个压块组成,用两个螺钉联接压块形成了V形槽,实现它的压紧功能。
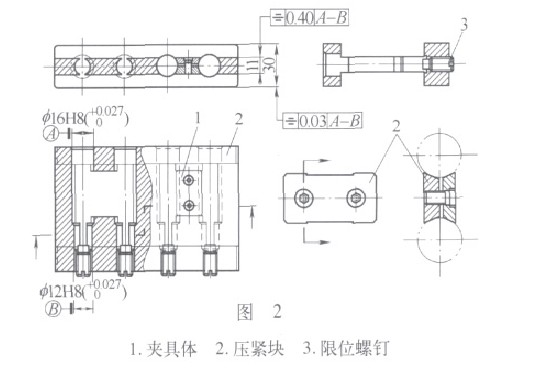
(3)限位螺钉是标准的螺杆,端面带有一个凸台。由于工件平面长度尺寸50mm是未注公差,粗铣平面时,每一批尺寸50mm有可能不相等,这就需要限位螺钉调节工件在夹具体内的前、后距离,保证磨削长度一致。此夹具定位及使用过程:①压紧块放入夹具体内,将工件插入夹具体孔内,调整限位螺钉保证4件工件磨削区域一致,用弯尺找平工件圆柱侧平面,旋紧压紧块螺钉,压紧工件。②磁盘吸紧夹具体,用深度卡尺测量夹具体一端面到被加工表面实际距离,计算加工余量(夹具体端面与成品圆柱侧平面的距离是固定值),磨削平面。③工装翻转180°,同样的方法磨削另一平面。一批工件,仅需首4件进行调试,其余件磨削以磨床的刻度为准。
3. 结语
该工装解决了圆柱侧平面对称度磨削问题,以较新的设计理念,实现了工件的装夹、定位的问题,保证了工件的加工要求,提高了生产效率。
如果您有机床行业、企业相关新闻稿件发表,或进行资讯合作,欢迎联系本网编辑部, 邮箱:skjcsc@vip.sina.com








