
磨削加工条件磨削加工是以分布在砂轮表面上的高硬度的微小磨粒作为切削刃来进行微量切削的一种加工方法。由于磨粒具有很大的负前角( 平均为- 45°) 和较大的切削刃钝圆半径( r≈100μm) , 所以单位磨削力是其它切削加工方法的10~30 倍。又因磨削的切削速度很高, 可达到其它切削加工方法的10~100 倍 [1], 因此与其它的切削加工法相比, 切除相同体积的金属所产生的切削力和热量要多很多, 磨削接触区域的温度也很高。由切削热引起的工件的热变形及切削力引起的砂轮主轴在磨削过程中的弹性变形 [3]是产生磨削表面形状误差的主要原因。二者在整个磨削过程中始终相生相伴, 但二者对形状误差的影响规律却不相同。
本文将尝试建立形状误差的形成模型, 并通过实验验证其合理性。同时就砂轮的粒度大小、垂直进给量、工件速度等要素对形状误差的影响规律进行研究, 以寻求降低形状误差的最佳磨削参数。
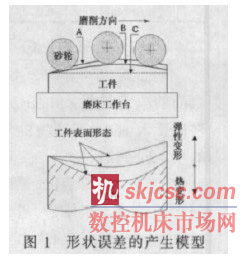
1 平面磨削形状误差的产生模型
图1 为平面磨削形状误差的产生模型。由于切削热的影响, 工件将产生中间凸起的热变形, 如图1 中A 所示。另外由于切削力的作用, 砂轮轴发生弹性变形, 使得砂轮的实际运动轨迹( 图中B) 偏离理论轨迹( 图中C) 。上述现象使得砂轮的实际垂直进给量与理论垂直进给量有偏差,且在整个磨削过程中不断变化, 最终引起加工表面的形状误差。由于热变形, 工件表面膨胀凸起, 使实际垂直进给量增大, 导致工件表面产生中间凹进的形状误差。相反地, 砂轮轴的弹性变形会使实际垂直进给量减小, 其在磨削过程中不断积累的结果, 使得磨削结束时的实际垂直进给量小于磨削开始时的实际垂直进给量, 最终导致磨削结束部位高于开始部位的倾斜的形状误差。工件的热变形与砂轮主轴的弹性变形在整个磨削过程中始终相生相伴, 对形状误差产生综合影响。由于各磨削要素对磨削力、磨削热及磨削温度的影响规律各不相同, 所以当磨削条件改变时, 工件热变形和砂轮主轴弹性变形对磨削过程的影响程度也不相同, 最终使得加工表面的形态及形状误差的大小也不尽相同。
2 实验及结果分析
2.1 实验装置、实验条件及实验方法
本研究所用的实验装备及实验条件如表1 所示。在每个实验条件下, 连续3 次垂直进给, 然后用三坐标测量仪, 在磨削加工表面的前、中、后部, 沿着磨削方向, 测量试件全长的坐标值, 并取其平均值作为形状误差值。另外, 为了确保砂轮表面形貌的均匀性, 每当实验条件改变时都用单颗粒金刚石对砂轮进行修整。
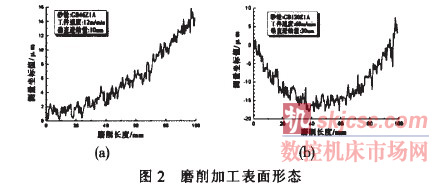
2.2 磨削加工表面形态
图2 给出的是两个不同加工条件下的磨削加工表面的测定结果。由图2 可知, 当垂直进给量小、工件速度大时, 由于产生的切削热少、砂轮和工件表面的接触时间短, 所以热变形相对小些, 因此砂轮轴的弹性变形占主导地位, 工件表面呈现倾斜的形态, 如图2( a) 所示。相反地, 当垂直进给量大、工件速度小时, 由于产生的切削热多、砂轮和工件表面的接触时间长, 所以热变形占主导地位, 工件表面呈现中间凹进的形态, 如图2( b) 所示。这一结果也证实了图1
所示的形状误差产生模型的合理性。
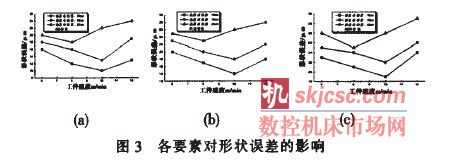
2.3 形状误差分析
为了分析各要素对磨削表面形状误差的影响,按表1 的实验条件进行了磨削实验, 并测量了形状误差, 结果如图3 所示。由图3 可知, 垂直进给量越大, 形状误差也越大。这是由于垂直进给量增大时,,切削力增大、切削温度增高、工件热变形和砂轮轴弹性变形也都增大, 从而导致形状误差增大。同样, 当砂轮粒度号增大时, 切削力、切削温度及工件热变形和砂轮轴弹性变形也都会增大, 所以形状误差也会变大。而在不同的垂直进给量和砂轮粒度下, 工件速度都存在一个最佳值, 使形状误差最小。若工件速度过小, 由于砂轮与工件表面接触时间变长, 热变形会增加, 从而形状误差也会增大; 反之, 当工件速度过大时, 虽然热变形会变小, 但由于切削力增大, 砂轮轴的弹性变形也会增大, 所以最终会使形状误差增大。因此, 选择合适的工件速度、尽量小的垂直进给量和小粒度号砂轮, 可有效减小形状误差。
3 结论
由磨削过程中产生的切削力和切削温度所导致的砂轮轴的弹性变形和工件表面的热变形, 将使砂轮的实际垂直进给量发生变化, 使得磨削加工表面产生形状误差。由于各磨削要素对切削力和切削温度的影响规律不同, 因此在不同的磨削加工条件下, 磨削加工表面的形态及形状误差大小也不尽相同。因此, 合理选择磨削要素, 可以控制加工表面形态, 降低形状误差, 提高磨削加工的精度。
如果您有机床行业、企业相关新闻稿件发表,或进行资讯合作,欢迎联系本网编辑部, 邮箱:skjcsc@vip.sina.com








