
西马克曲轴是出口产品西马克切头剪床中,吨位最大的零部件,也是最难加工的关键件。其特点是吨位大(净重19.8t,长6.1m)、轴心多(共有8个轴心,其中7个是偏心)、图样技术要求高。国外靠专业的曲轴机床加工,国内曲轴机床较少,一般是以车床和磨床配合加工,而且轴心最多不超过三个。为此我们大胆创新,解决了曲轴定心问题、平衡问题和表面粗糙度问题。
1. 曲轴加工的技术难点
(1)该曲轴共有8个定位中心,其中7个是偏心。
(2)偏心距e =75mm、e =175mm的轴心线与、基准线平行度≤φ 0.1mm/6 110mm,偏心距(175、±0.2)mm、(75±0.2)mm、(37.5±0.2)mm,如何保证平行精度和定位精度问题。
( 3)各配合轴颈尺寸公差0.05mm、圆度0.05mm,这对机床精度有个适应和选择问题。
(4)零件最大偏心距e =175mm时,经计算零件净重最大偏重积为3.896t·m,如何解决配重平衡问题。
(5)如何解决各配合轴颈、相关端面、圆根表面粗糙度值R a=0.8 μm问题及各圆根R横向纹理方向问题。
针对西马克曲轴轴心多、技术要求高的特点采取了各种有效实施办法,集中解决以下几个方面问题。
2. 曲轴加工工艺
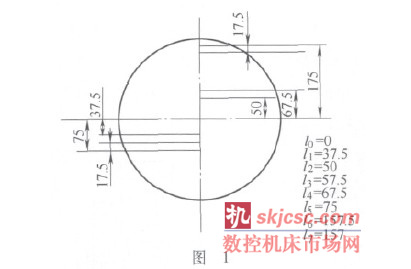
(1)曲轴轴心特点 轴心特点是所有轴心均在一个垂直于轴线的平面上,各轴心相邻最近的17.5mm,最远的175+75=250mm,如果每个中心孔定为75°,D =100mm,那么8个中心孔在轴头端面一条中线上根本无法定心(见图1)。同时,一些精度要求,如偏心距e =(75±0.2)mm,e =(175±0.2)mm轴心线与主轴中心线平行度≤φ 0.1mm/6 010mm等 ,也无法保证。
(2)曲轴常规定心方法 过去加工曲轴、偏心轴轴心较少,一般2~3个轴心,精度要求不高,在零件两端轴头上,由镗床定心。这是传统的定心方法,沿用至今。精度要求高的都要依赖数控镗床或采用铣基面的方法定心,以保证精度和偏心距的准确性。不过数控镗床定心成本比普通镗床定心成本高三倍多。因此,在定心问题上必须找到最佳定心方案。
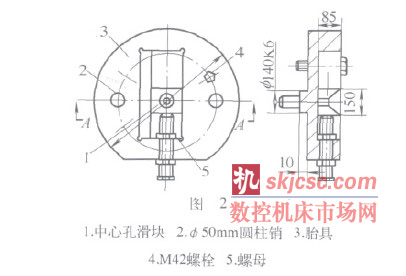
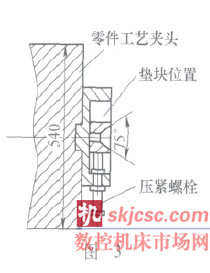
(3)可调式定心夹具和调心方法 当认识到定心的重要性,以保证精度为前提,优先研究解决曲轴定心方法是至关重要的。于是我们破常规提出采用可调式定心夹具,用于曲轴精加工,方案经论证是可行的(可调式定心夹具见图2,下文简称夹具)。这种准用夹具两套为一组,只要一次性的定位,按工艺要求准确地分别安装在曲轴两端工艺轴头上,将中心孔滑块置于夹具长槽内,8个轴心分别用特制的成对等高偏心垫块进行调正,就可以加工了(夹具与曲轴工艺夹头组合形式见图3)这一技术措施对保证曲轴加工精度起到了关键性作用。
可调式定心夹具中心孔定位调整方法,必须按工艺规定的加工顺序进行调整,比如车主轴颈时,将可调中心孔滑块放置0位,两端同时加厚度为175mm的垫块,将螺钉、压紧螺栓拧紧,并检查间隙,0.02mm塞尺不入。如果车偏心(75±0.2)mm轴颈时,将可调中心孔滑块从0位下调至75mm,上垫的垫块尺寸为232.5+17.5=250(mm),将楔板、压紧螺栓固紧即可,检查方法同上。如果车偏心(175±0.2)mm轴颈时,将中心孔滑块从0位下调到底,下垫垫块厚度不限,将中心孔块顶挤住即可。其余的偏心圆加工时,中心孔调整方法以此类推。
(4)可调式定心夹具精度要求 定心方法确定以后,要想达到曲轴的技术要求,e =(17.5±.02)mm,曲轴中心线与主轴颈中心线平行度≤φ 0.1mm/6 110mm,必须靠可调中心夹具的设计、制造精度来保证。因而可调式定心夹具在设计时,要注意以下问题。
第一,要考虑定位精度问题。夹具本体的设计精度如图4所示。夹具中φ 140k6定位台,是夹具与轴头两者的定位基准,保持夹具装好之后,两端同轴度≤0.05mm。
第二,要求夹具长槽440mm×193mm深度85mm三个面相互垂直误差≤0.05mm,槽宽193mm两侧平行度≤0.05mm,定位台φ 140mm至长槽上平面为(250±0.04)mm,两个夹具应做成一致。
第三,要求每调整一次中心,所用的一组2个垫块厚度公差为±0.01mm并要同时加工。中心滑块与垫块的制造误差应该一致。
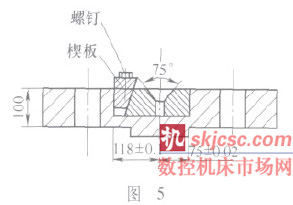
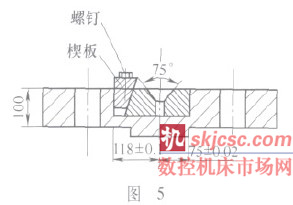
第四,要求夹具上的楔板与中心孔滑块、等高垫块上的10°斜面接触率不少于80%,见图5,目的让中心孔滑块在夹具长槽内纹丝不动。
第五, 要求夹具与曲轴工艺轴头组合互相平行度≤0.05mm,而两端轴头端面上的止口φ 140mm同轴度≤0.05mm。夹具与工艺轴头组合之后,两端夹具长槽侧面必须平行,平行度≤0.05mm。上述要求均由镗床保证。
根据上述五项技术要求,夹具本身的制造精度和组合精度一定要严格控制,保证质量,否则即使工艺方案、夹具设计再先进,曲轴的最终加工精度也无法实现,导致前功尽弃。
可调式定心夹具在西马克曲轴精度加工的实践中证明,这一工艺措施是有效的,是可靠的。不仅取得了三根曲轴精加工的成功经验,经中德双方共同检验,完全达到了西马克公司图样要求。
3. 设备选择
从曲轴精度上看,最理想的加工设备为曲轴车床或曲轴磨床,但我公司没有大型专用设备,只能对现有机床进行筛选、利用。开始想利用德国磨床磨削曲轴,它有磨3150e热模锻偏心轴的先例,图 3图 4图 5效果很好。经考察后,终因磨床砂轮有效半径不足而被否定。研究重点还得放在重型车床上。我公司当时所用重车多数役龄长而老化,精度丧失,精度较高的唯有1M675重车。其机床床头、床尾圆度0.02mm,负荷100t,基本能满足曲轴加工的精度要求,不过该机床卡盘不能装配重,这给曲轴加工中如何解决旋转平衡提出了新问题。由于篇幅有限,配重方法不再介绍。
4. 采用大直径毡轮以抛代磨
西马克曲轴凡有配合的主轴颈、偏心轴颈、相关端面、圆角、圆弧表面粗糙值都是R a=0.8 m,特别是φ 680mm轴颈两端R 20mm表面纹理方向均要求横向抛光。上述要求在一般轴类件,是容易达到的,对曲轴来说就难了。单靠车床刀具加工只能达到R a=3.2 m,如果用砂带抛光,不能抛圆角及端面,况且砂带太长,刚性太差,振动大而加工表面质量低,又因受偏心轴挡距窄和工作条件所限,砂带抛光机无法使用。如何解决表面粗糙度问题,也是曲轴加工的一大难题。
经过反复研究并查阅已有的超精手段,认为采用大直径毡轮抛光,以抛代磨是比较理想的加工方法。过去毡轮只限于抛光轴类件圆根,效果很好,但用它抛光轴颈代替磨头还是第一次。所以抛光机在设计上选用大功率、支架刚性好的专用抛光机克服毡轮直径大易振动的弊病。
实践结果证明,以抛代磨的轴颈,经表面粗糙度仪鉴定可达到R a=0.4~0.8 m,完全可与磨床加工的表面媲美。采用毡轮抛光代替磨头有以下四个方面的优点:
(1)毡轮具有弹性、体轻、振动小等特点。在抛光中能起到磨削的作用,实践证明用粒度100的毡轮,每抛磨一次,零件直径减小0.020.05mm;用粒度240的毡轮抛光一次,零件直径减小0.005 0.01mm,因为毡轮线速度高30m/s,切削用量即吃刀深度0.005 0.01mm,进给量810mm/r,产生的摩擦热量非常小,所以抛光时不用冷却,没有烧伤现象,抛后检查鉴定均达到要求。
(2)曲轴各配合轴颈公差非常小(0.0440.05mm),操作者不易控制,为保证质量,工艺规定精车时留出0.06mm抛光余量,R a=3.2 m以下,采用以抛代磨的办法,在提高表面质量的基础上操作者就比较容易控制公差了。
(3)采用毡轮抛光,将R a=0.8 m轴颈及端面、圆根均一次抛光,个个达到图样要求,质量好、效率高,这与用珩磨、砂带抛光相比可提高效率2~3倍。
(4)西马克曲轴要求圆根R 20mm处理成横向纹理,在此之前从未遇到这种要求。它要求圆根抛痕与轴颈的抛痕方向垂直,也就是抛轮在圆根处的旋转中心线与零件转动中心线成90°。我们的处理方法是,先用毡轮抛光圆根R 20mm表面粗糙值达R a=0.8 m,打好基础,再用φ 40mm纱布与S40风动机组合后夹在刀架上,沿圆根作横向抛光,零件只需转2 3转即可将环状的纹理方向改变成横向纹理,达到图样要求。
5. 结语
西马克曲轴自制成功之举,主要在于大胆地采用可调式中心夹具解决了最关键性的技术难题,即定心方法和定心精度的问题,同过去曲轴定心由镗床打出固定中心孔的方法相比,取得了创造性的突破。
如果您有机床行业、企业相关新闻稿件发表,或进行资讯合作,欢迎联系本网编辑部, 邮箱:skjcsc@vip.sina.com








