
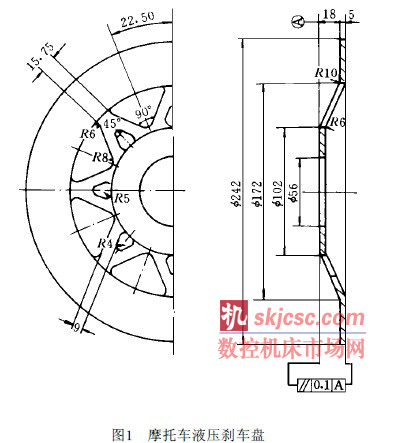
摩托车刹车盘( 图1) 是典型的厚板冲裁及成形零件, 材料为2Cr13马氏体耐热不锈钢。在冲孔过程中, 加工硬化现象严重, 致使加工工艺较为特殊。
该零件拟定加工工序为落料冲中心孔→冲16个交错孔( 一次冲对称的大小孔各二个, 共冲四次而成) →中间再结晶退火→成形。下面论述成形过程中出现的问题及解决方法。
1 冲裁断面分析及冲孔时的加工硬化现象
冲裁过程的实质是裂纹形成并扩展, 最后发生断裂。在冲裁结束后, 工件的断面上留下了大量的微裂纹, 并分布于光亮带、断裂带和毛刺区, 其中, 以断裂带和毛刺区最为严重。冲孔断面上裂纹的存在, 给后序成形带来了一定的影响。但只要合理设计工艺方案, 尽可能避免产生裂纹, 就能获得合格的零件。
加工硬化是在塑性变形过程中, 随着金属内部组织的变化, 其力学性能也将产生明显的变化, 而随着变形程度的增加而使强度和硬度增加, 塑性和韧性降低。对于不锈钢而言, 比一般碳素钢的加工硬化严重, 而2Cr13马氏体不锈钢又比其他牌号不锈钢严重。这是由于钢中含碳量的不同, 以及铬镍等合金含量之不同引起组织不同, 进而引起性能的差异。其中, 铬对加工硬化速率的影响随含铬量的增加而略有增加, 这是铬引起轻度的固溶效应的结果。镍对不锈钢的性能也有影响, 加工硬化随含镍量的减少而增加。
2 工件成形失稳的形式
生产实践表明, 当冲孔后的工件不进行中间再结晶退火, 而直接成形时, 成形后的工件筋条颈缩拉裂。若将16个交错排列的孔采用铣刀铣出后, 同样不进行中间再结晶退火而直接成形获得成功。按该零件所制定的工序进行冲裁、再结晶退火、成形加工也能获得成功, 且效果较好。在试制中, 我们曾在冲出16个交错孔后, 在炉内加热到700℃余度, 进行成形也获得成功。分析以上结果, 可以得出工件成形失稳与以下因素有关: ¹ 冲孔后工件孔断面所产生的微裂纹; º 冲孔时材料产生的加工硬化。
3 裂纹影响成形的机理及预防措施
从大量的断裂事故调查表明, 大多数断裂是由于材料中存在微小裂纹和缺陷引起的。为了说明裂纹的影响, 可作如下实验。将屈服强度R0. 2 =1400MPa 的材料试件中加工出不同深度的半椭圆形表面裂纹, 裂纹平面垂直于拉伸应力, 其裂纹深度a 与实际断裂强度Rc 的关系如图2所示。
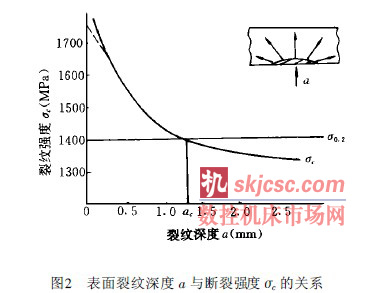
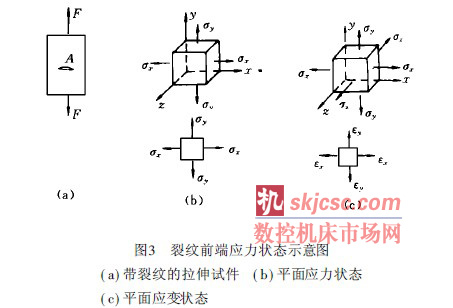
由图2可看出: 随着表面裂纹深度a 增大断裂强度逐渐减小, 当裂纹深度达到ac 时, Rc = R0. 2, 若a< ac , 则Rc > R0. 2, 此时为宏观塑性断裂, 当a> ac时, Rc< R0. 2, 断裂前试件不产生塑性变形, 而发生脆性断裂。裂纹引起应力集中, 产生复杂的应力状态。根据断裂力学( 图3) : 裂纹深度较小, 且靠近试件表面时,裂纹前端区域仅在试件宽长方向受Rx 、Ry 作用, 而在板厚方向的应力Rz = 0, 属平面应力状态。若板较厚, 三向拉应力状态达到某种极限状态时( Rz= 0) ,应力最大, 为平面应变状态, 在外力作用下, 裂纹前端的应力很快超过材料的屈服点, 形成塑性变形区,并在该区的异相质点处形成微孔, 导致开裂与裂纹扩展。对于高强度材料, 屈服强度高, 塑性差, 塑性变形区很小, 裂纹易扩展并最终断裂。
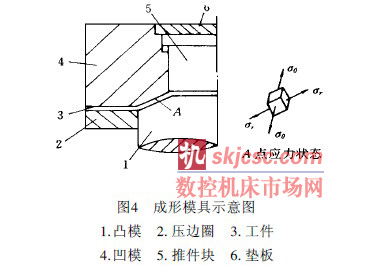
而改变了构件的断裂行为。同理, 受载方式的不同,造成的应力状态的改变, 也能改变材料的断裂行为。如在拉伸弯曲时, 脆性大的材料在受三向压应力时,可表现出良好的塑性, 基于此, 工件的成形模具结构应尽可能使变形区处于三向压应力状态, 见图4。
此外, 在成形时可将毛坯上留有毛刺的一侧对向凸模放置, 因为在成形变形时, 靠近凹模一侧的材料变形大于靠近凸模一侧的, 这种情况和弯曲变形时中性层的外层变形情况类似, 因此这样放置有利于减小毛刺对开裂的影响。
4 加工硬化的实质及提高塑性的措施
加工硬化程度与位错的交互作用有关。随着塑性变形的进行, 位错密度增加, 位错在运动时的相互交割加剧, 其结果产生固定割结、位错缠结等, 使位错运动的阻力增大而引起变形抗力增加, 塑性变形困难。
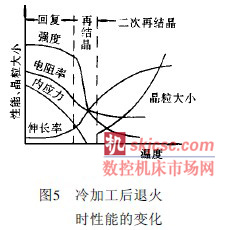
加工硬化所带来的一系列组织、结构与性能的变化, 可通过退火得到不同程度的回复。根据退火温度的高低, 大致可分为回复、再结晶、二次再结晶三个阶段。三个阶段之间有些交迭, 无十分明显的界限, 退火过程的性能变化如图5所示。
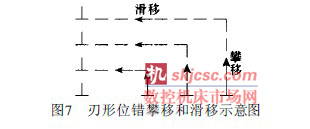
冷变形后, 晶体中的同号刃形位错在滑移面上塞积而导致晶格弯曲( 图6a) , 在退火过程中通过位错的滑移和攀移( 图7) , 使同号刃形位错沿垂直于滑
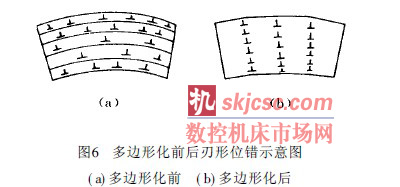
移面的方向排列成小角度的亚晶界, 这一过程称为多边形化( 图6b) 。这就好象原来呈连续弯曲的晶体经退火后被位错分隔成几个亚晶粒一样, 亚晶粒内的弹性畸变大为减小。
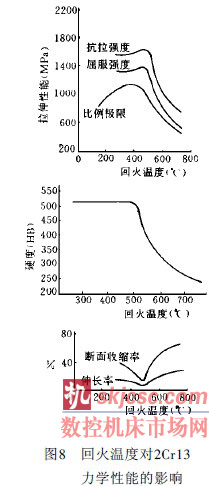
在回复阶段所形成的亚晶粒, 有些会逐渐长大成为再结晶的晶核, 再结晶阶段形成了无畸变、位错密度小的新晶粒的形核与核长大的过程。再结晶发生后, 加工硬化带来的性能变化全部复原。回火温度对2Cr13不锈钢的力学性能的影响如图8所示, 退火温度对力学性能的影响也与之相似。
此外, 成形速度对零件的破裂也有影响。在实际生产中, 以选用液压机成形为宜, 因为液压机可以精确地控制速度和压力。奥氏体钢通常采用较低的速度( 大约6m/ min以下) 成形, 马氏体钢所用速度和奥氏体钢相近。使用液压机的另一优点是液压机能保压, 使零件能较好地整形。
5 再结晶退火工艺
由前面分析得知, 工件冲孔断面上的裂纹是无法避免的, 但只需通过退火软化消除加工硬化, 消除冲孔带来的影响, 可确保后续合理成形。
再结晶退火是把冷变形后的金属加热到再结晶温度以上, 保温适当的时间, 使变形晶粒重新转变为均匀等轴晶粒而消除加工硬化的热处理工艺。再结晶退火的温度主要取决于冷变形程度, 通常是加热到该钢种的再结晶温度以上100~250℃, 如果温度过高, 再结晶后的晶粒粗大, 这对板材的冲压性能是不利的; 如果再结晶温度过低, 则冷作硬化难于消除, 也将使冲压性能恶化。
不锈钢2Cr13的退火工艺是: 工件加热到830~885℃→保温1~3h→空冷( 允许温差±30℃, 空冷时应放置在干燥处) 。
不锈钢2Cr13在860℃退火后的各项典型塑性指标如下: Ds= 22%, W= 65% , HRC≤20, 塑性得到明显的改善。
总之, 2Cr 13刹车盘的成形与诸多因素有关, 需要综合考虑。冲孔时要尽可能使凸凹模间的间隙均匀, 使孔断面上的裂纹尽可能均布且较少, 其次是精确地控制成形速度, 最主要的是通过再结晶退火软化消除冲孔时造成的加工硬化, 以获得合格的零件。
如果您有机床行业、企业相关新闻稿件发表,或进行资讯合作,欢迎联系本网编辑部, 邮箱:skjcsc@vip.sina.com








