
1、引言
涡轮轴的深孔加工历来是轴类零件加工关键之一,由于其孔深,又是封闭式加工,排屑困难,加工难度大。本文所述空心轴是航空发动机上高速旋转的关键零件,也是典型的薄壁空心细长轴类零件。工作转速在10000r/min 以上,材料为1Cr11Ni2W2MoV实心模锻件。空心轴的小端与压气机转子连接;中间部分装有轴间轴承,其大端连接涡轮盘并与封严环、轴承座、衬套等多个零件构成涡轮转子。
目前,国内空心长轴深孔镗削加工普遍采用悬臂式的长径比很大、由结构钢制造的刀杆进行加工,由于其刀具系统自身的刚性差,在切削过程中极易产生让刀变形和机械振动,造成零件内孔中心线偏移,轴内外圆表面壁厚差不合格,达不到设计图样中规定的壁厚差0.05mm要求,不仅制约了生产效率的提高,也直接导致加工表面质量的下降。为了解决深孔加工这一难题,经过深入研究、广泛调查收集信息,联合株洲硬质合金厂自主开发、研制整体硬质合金刀杆,解决长期以来深孔加工刀具系统刚性不足,影响加工质量的技术瓶颈。
整体硬质合金刀杆的设计过程曾多次修改设计方案,对刀杆的结构剖面和几何形状、外观尺寸进行了三次改进,在刀杆和刀头的连接方式上,也进行了三次较大的设计方案改进,制造厂家因制造成型工艺与我们设计图纸规定的连接方式不同,也进行了相应的工艺方案改进,经双方共同努力,完成了自行研制的国内第一件长度超过1米长的整体硬质合金刀杆,实现了我们多年以来的夙愿,填补了我国在这一领域的技术空白。
2、整体硬质合金刀杆的研制及在深孔加工中的应用
2.1整体硬质合金刀杆的结构与制造工艺:
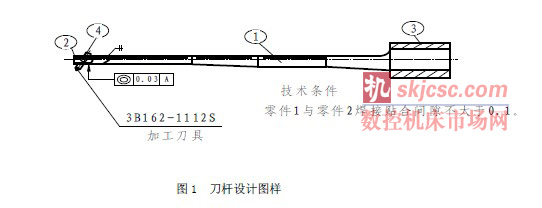
刀杆结构及技术要求见图1,刀杆制造工艺路线为:
粉末冶金---搅拌---灌注到专用的模具中成型---万吨等静压压注---烘干---半成品加工---真空烧结---粗、精加工---制成成品---检验
2.2涡轮轴深孔加工方法和刀具
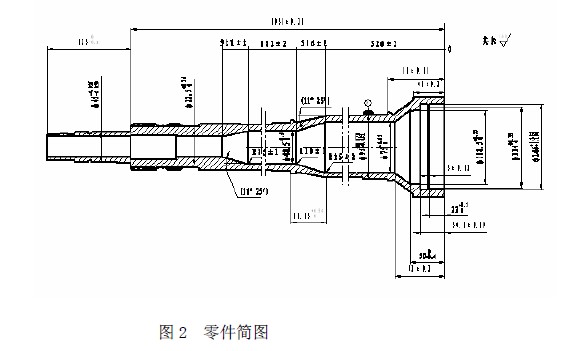
涡轮轴零件简图见图2
2.2.1 传统的深孔加工工艺方法和刀具
1)传统的深孔加工成型工艺钻孔---扩孔---粗铰大锥面孔---粗铰小锥面孔---精铰大锥面孔---铰小锥面孔---镗小头尾孔
2)刀具:深孔钻头、深孔镗头、深孔铰刀、结构钢材料深孔镗杆
3)专用设备:深孔钻床T2120传统的深孔加工工艺主要存在的问题是:加工后零件的壁厚差合格率极低,常常发现在整个深孔型面中,小孔的内表面(尺寸ф48.5+0.5)与大孔的内表面(尺寸ф75+0.12)同轴度误差较大,导致壁厚差超差。以往我们采取的修复方法为:常以小孔部分内表面为基准,而且小孔部分的内孔表面(尺寸ф48.5+0.5)依据当时的条件无法修复,仅能修复大孔(尺寸ф75+0.12),往往采用找偏大孔理论中心线使其与小孔一致后,加工大孔内表面保证与小孔内表面同轴度要求。然后修复内孔基准和外圆各表面,保证空心轴壁厚差要求。采用这种修复方法,修复加工过程十分复杂,随机性较大,造成部分尺寸和技术条件不能得到有效控制。
2.2.2 应用硬质合金长刀杆深孔加工工艺
1)改进后深孔加工的成型工艺
钻孔---扩孔--粗铰大锥面孔--粗铰小锥面孔---精镗深孔型面--精铰大锥面孔---精铰小锥面孔---镗小头尾孔
2)刀具:深孔钻头、深孔镗头、深孔铰刀、深孔镗杆、硬质合金长刀杆、镗刀头
3)专用设备:深孔钻床T2120、深孔镗床KDM-618
2.2.3 传统的深孔加工工艺方法和采用整体硬质合金刀杆深孔加工工艺方法的比较
1)采用整体硬质合金刀杆进行深孔镗削加工,解决过去深孔加工中,空心轴内孔尺寸Ф48.5mm依靠浮动镗削加工,刀杆的浮动支撑,基准自身精度达不到要求的问题。而应用整体硬质合金刀杆后,保证了空心轴所加工的内孔与其它内孔之间同轴度要求,同轴度数值可控制在0.05之内。
2)避免了在传统深孔加工过程中,依靠刀杆浮动支撑定位,各段深孔、型面分段成型,使基准定位误差较大、造成各段内孔中心线不重合误差。
3)过去在粗铰孔时,采用浮动铰刀在铰削余量不均匀的情况下,刀具的浮动刀头往往偏向一边切削,产生内孔偏移现象。在精铰时也无法修复。现在采用整体硬质合金刀杆,可直接进行深孔镗削修复加工,避免了以往深孔加工中复杂的修复过程,提高了修复加工精度。
4)采用新工艺进行深孔加工试验后,空心长轴的壁厚差均可控制在0.05mm之内,新工艺应用后可以简化空心轴壁厚差的修复方式,经实际应用后,提高了深孔加工的效率,保证深孔加工各段孔的中心线同轴,达到了设计图纸中严格的壁厚差要求。
3 硬质合金刀杆加工深孔的应用实例
3.1 模拟轴的深孔加工试验
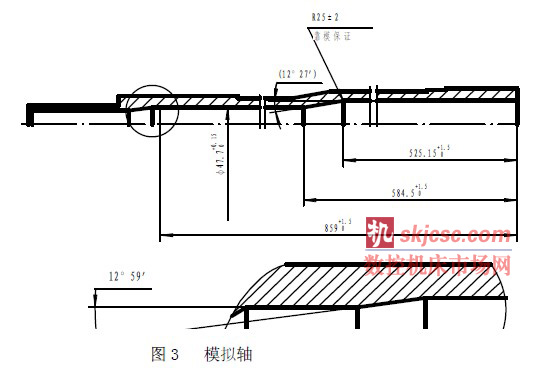
试验条件:设备:KDM-18 深孔镗床工装:整体硬质合金刀杆、结构钢刀杆、YT15 车刀、仿型用靠模板试验项目:第一种空心模拟轴的深孔加工试验(见图3),试验目的检查验收硬质合金刀杆的制造质量,完成与普通结构钢刀杆加工数据对比,为涡轮轴零件深孔加工积累经验。
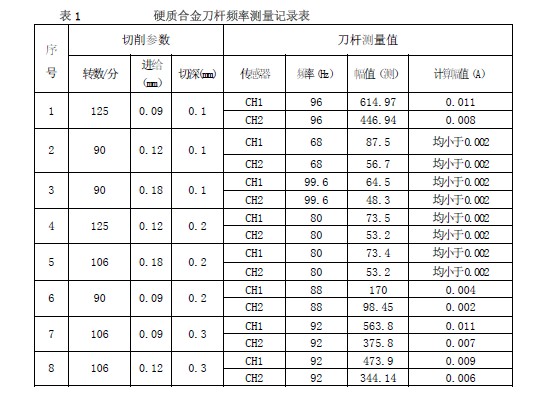
试验结果:试验对比后,发现采用整体硬质合金刀杆精加工的零件表面粗糙度值较低,上刀后整体硬质合金刀杆的让刀量、在加工中刀杆的回弹、尤其是近根部的振颤感均好于参加对比的结构钢刀杆。应用试验采集的数据如表1 示
3.2 第二种空心轴的深孔加工应用
1)应用条件:设备:KDM-18深孔镗床工装:整体硬质合金刀杆、YT15车刀、仿型用的靠模板
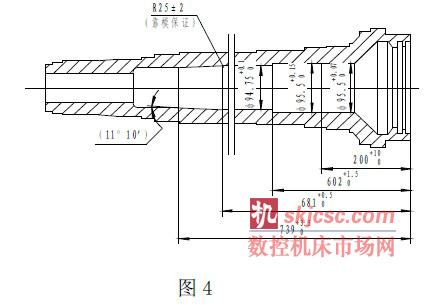
2)应用项目:第二种空心轴见图4,采用硬质合金刀杆进行加工试验,寻求最佳切削参数。
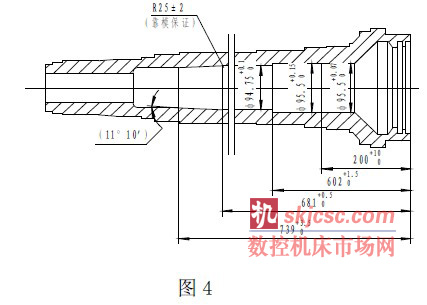
3)应用结果:采用了整体硬质合金刀杆对第二种空心轴进行深孔加工,加工结果与第一种空心模拟轴相近,切削试验参数与表1 中序号为2、3、4、5、6 的参数一致,效果非常理想。
3.3 第三种空心轴的深孔加工应用
1)应用条件:设备:KDM-18 深孔镗床工装:整体硬质合金刀杆、YG8车刀、仿型用的靠模板.
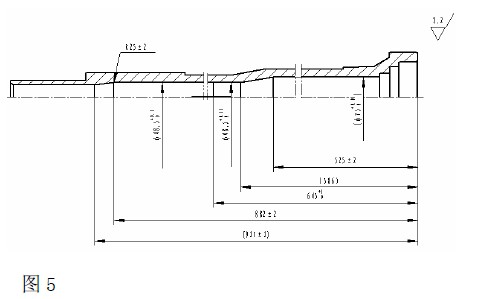
2)应用项目:第三种空心轴见图5,按试验工艺规程进行深孔加工试验,验证其加工的可行性和合理性。
3)应用结果:采用了整体硬质合金刀杆对第三种空心轴进行深孔加工,加工结果及切削试验参数与第二种空心轴一致,效果非常理想。
3.4试验应用结论:
采用了整体硬质合金刀杆对第三种空心轴进行深孔加工,应用结果与第二种空心轴及第一种模拟轴的加工结果相近,经过了多次的零件加工和试验,证明采用整体硬质合金刀杆对空心轴进行深孔加工,能够保证空心长轴内、外圆的的壁厚差在整个加工长度上控制在0.05mm 之内。完全满足设计图纸的要求。第三种空心轴切削参数及加工结果见表2。

4 攻关成果分析与讨论
1)分析:经过多次攻关试验,采用自主设计研发的整体硬质合金刀杆,在三种空心长轴零件的深孔加工中得到了应用,验证了采用整体硬质合金刀杆,进行空心长轴深孔镗削加工的可行性和先进性,实际应用结果表明,硬质合金与常规的合金结构钢刀杆相比,它的硬度和强度,尤其是刚性要远远大于合金结构钢。在相同刀杆直径情况下,采用优质钢制造的刀杆最大悬伸量(镗刀杆长度与镗刀杆直径之比)为5:1,而采用硬质合金制造的镗刀杆最大悬伸量为10:1,验证了整体硬质合金刀杆加工深孔的优越性。涡轮轴零件深孔加工的壁厚差值从原来的0.08 提高到0.05。满足设计图纸要求。
5结论
经过多次试验加工和实际应用的结果说明,采用整体硬质合金刀杆进行涡轮轴深孔加工效果,与论证报告中预期的效果基本一致,证明了应用整体硬质合金刀杆进行空心轴深孔加工工艺的可行性和先进性。新的深孔加工工艺,可以保证深孔加工后的尺寸精度、表面粗糙度及严格的壁厚差要求,其技术水平与指标均可达到国外同类航空产品的要求。并已推广应用在批量生产中。自行设计研制的超长整体硬质合金刀杆,可应用到其它空心长轴类零件的深孔加工中,并可以推广到国内外的相关加工领域中。
如果您有机床行业、企业相关新闻稿件发表,或进行资讯合作,欢迎联系本网编辑部, 邮箱:skjcsc@vip.sina.com








