
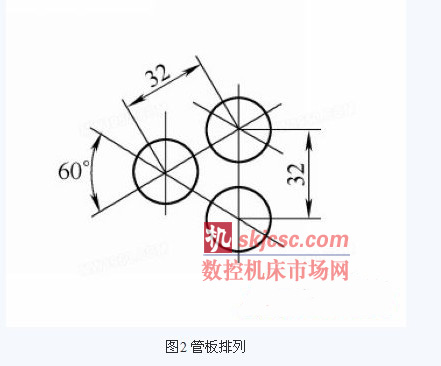
2010年,我公司为山东润银生物化工股份有限公司40万t尿素装置制作回流冷凝器一台。该设备的管板外径为1 960mm,厚度150mm,材质为00Cr17Ni14Mo2。图样要求管板按照JB4728-2000《压力容器用不锈钢锻件》规定的Ⅱ级锻件进行制造和验收。该设备共2件管板,9件折流板,折流板尺寸φ1 790mm×20mm。每件管板上管孔数为2 576个,管孔尺寸如图1所示。管孔呈正三角形排列,如图2所示。
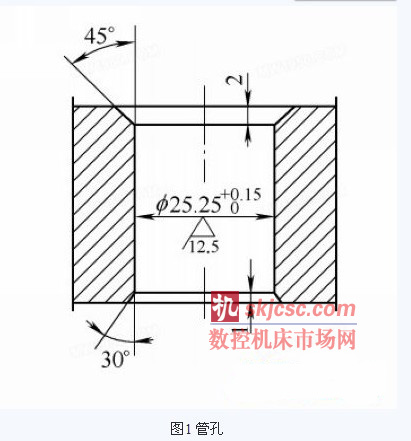
图样要求,管板钻孔后,96%的孔桥宽度必须≥5.77mm,允许的最小孔桥宽度为3.48mm;管孔应严格垂直于管板密封面,其垂直度公差为0.08mm。由于管孔的长径比为6,属于深孔加工范畴。当时我公司没有数控钻床和深孔钻床,只能采用现有的Z3080摇臂钻床进行钻孔。而管板加工的精度,特别是管孔间距和管径公差、垂直度、表面粗糙度都极大地影响换热器的组装和使用性能。因此,我们使用普通摇臂钻床钻孔存在较大的风险,稍有控制不慎就有可能造成尺寸超差。为了在现有装置下高质量地完成管板的钻孔任务,我们对加工难点进行分析并制订了详细的加工方案。
1. 加工难点分析
(1)管孔数量多,且对孔桥宽度要求严格,因此,对划线精度要求非常严格。
(2)钻孔时对管孔的垂直度要求非常严格,管板厚,钻孔时稍有偏斜,在管板背面的误差就会被放大许多,最终造成位置尺寸和垂直度超差。
(3)折流板层数多,对管板、折流板管孔的同心度要求严格,一旦不能保证同心度,则在设备制作中将会大大增加换热管穿管的难度。
(4)管板材料为00Cr17Ni14Mo2,Ⅱ级锻件,材料塑性高、切削抗力大,且在锻造过程中材料组织更加致密,进一步增强了材料的韧性,材料本身就有加工硬化现象,因此,钻削时钻头的粘附磨损大;加之不锈钢的导热性能差,钻孔深度又非常深,切削热不易散出,以致钻头磨损加剧,钻头的寿命很低。
(5)不锈钢材料切屑呈带状排出,不易折断,甚至会缠绕在钻头上,划伤管孔内壁,影响管孔的表面粗糙度。
2. 加工方案及注意事项
鉴于以上加工难点的分析,我们决定用先钻后扩的加工工艺,具体如下:
(1)划线:为保证管板、折流板钻孔后的同心,我们采用在一块折流板上划线,检验合格以后用φ 6mm钻头钻定位孔,使用该折流板作为模板分别套钻两块管板和其他8块折流板的加工工艺。即把待划线的折流板在立车上先加工外圆,然后整平,再进行划线。划线时先将折流板放置水平,对其待划线表面做着色处理,以使划线部位清晰醒目。手工划线由于划针划出的线条具有一定的宽度,因此不可避免地存在一定的累积误差。由于管孔呈正三角形排列,如果从中心向外开始划,随着正三角形交叉线向外延伸,原始误差就会逐步被扩散放大,造成外部管孔中心的偏移和中心距误差超差。
为避免这一情况,我们采用由外向内的划线方法。具体做法是:先使用划规找出折流板的中心,划出十字线,注意务必保证十字线的精确和相互垂直。然后以折流板中心为中心,以最外面顶点上的管孔中心距离折流板中心的理论数值为半径划圆,做圆内切正六边形,先划出位于正六边形的各个边上的管孔中心点,然后按照图样把各个边上的管孔中心点分别与对应的边上的管孔中心点划线连接起来,连接线与连接线的交点就是其他管孔的中心。
划完线以后首先校核各管孔的中心距误差,检验合格后方可打样冲眼,钻定位孔。采用这种方法划线,外部管孔的位置误差可以控制不超过0.2mm,内部管孔的位置误差控制在0.2mm之内。注意必须保证划针和样冲的尖锐锋利,以最大可能的降低误差。
(2)钻孔:钻孔前先将作为钻模的折流板固定在一块待钻孔的管板上,检查折流板与管板的同心度和贴合度,合格后先用φ 6mm钻头将折流板上的定位孔引钻到管板上,钻孔深度为8~10mm。完成后将折流板拆掉,使用φ 23mm的锥柄麻花钻钻孔。注意钻孔时必须将管板放在工作台上固定好,严格保证管板的水平度,从而保证钻孔后管孔的垂直度。另外钻削φ 23mm底孔时,每孔应进行2~3次提钻返屑工作,这对切屑的顺利排出,以及钻头切削刃部分的冷却都是非常有利的。
(3)扩孔:使用φ 23mm的麻花钻完成第一遍钻孔后,我们再使用φ 25.4mm的扩孔钻进行扩孔。
由于第一次钻孔已经使管孔尺寸达到了φ 23mm,因而在扩孔过程中,切削量相对较小,从而使管孔表面质量有了较大的保证。扩孔时注意检查钻头磨损情况,必须保持钻头切削刃的锋利。
(4)切削液的选择:在不锈钢深孔管孔的加工中,润滑不是主要矛盾,主要矛盾是管板和钻头的散热问题。我们使用10%的乳化液作为切削液,将其加大流量注入到切削刃上,将切削热尽量多的带走,以延长钻头的使用寿命,提高管孔的表面质量。
(5)切削用量的选择:合理的切削用量有利于管孔精度的提高。钻孔时,转速设置为105r/min,进给量为0.32~0.4mm/r;扩孔时转速为200r/min,进给量为0.45~0.6mm/r。实践证明,选择这样的切削用量,既可提高工作效率,又能保证钻孔质量。
3. 结语
采用上述工艺方案加工的管孔,经检查,满足管板的各项技术要求。加工时要注意以下几点:
(1)在满足钻孔深度要求的前提下,应尽量缩短钻头的长度,以获得钻头较高的刚度。
(2)钻头必须装正,保持钻头锋利,用钝后及时修磨。
(3)钻削过程及时观察切屑排出状况,若发现切屑杂乱卷结应立即退刀检查,以防止切屑堵塞。
如果您有机床行业、企业相关新闻稿件发表,或进行资讯合作,欢迎联系本网编辑部, 邮箱:skjcsc@vip.sina.com








