
0 引 言
钛及钛合金具有密度小、比强度高、抗断裂和耐蚀性好的综合性能, 在航空航天工业中得到越来越广泛的应用。但其切削加工性能不好, 钛及钛合金热导率小, 切削加工时产生的热量不易散失, 积蓄在刀具和工件上使刀具磨损很快, 加工较大余量时易烧蚀, 特别是对于薄壁、外形复杂的零件, 其加工难度更大, 这给实际应用带来很多困难。为此, 人们采用化学铣切代替常规的机械加工。
所谓化学铣切(简称化铣) 是通过与一种有效的化学试剂相接触, 使金属材料有控制地均匀溶解, 从而达到加工零件的目的。与一般机械加工方法相比, 化铣工艺主要有以下特点:
1) 对某些焊接、铆接、胶接等方法组成的组合件, 可作为一个整体结构直接进行化铣加工, 缩短了生产周期。
2) 对一般机械加工方法难以加工或无法加工的薄壁、易变形、大面积的零件, 只要化铣槽尺寸允许, 无论零件材料的状态如何, 都可采用化铣方法加工。
3) 不产生切削应力, 零件无变形。
4) 一次可加工多个零件, 还可以同时进行两面加工, 提高生产效率。
5) 适应性大, 设备简单, 投资少, 对新设计或试制的零部件, 使用化铣的方法可以很快完成加工。
本文阐述了钛合金化铣的一般原理, 并对钛合金化铣的工艺过程进行了描述。
1 实验原理
钛合金化铣溶液通常由腐蚀剂、氧化剂、添加剂组成。由于钛本身固有的抗蚀性, 通常选用H F作为腐蚀剂, 其作用是加速钛的腐蚀溶解; HNO3 作为氧化剂, 主要作用是抑制氢的生成和提高化铣表面的光洁度; 添加剂一般使用尿素, 尿素为酰胺类化合物, 可在一定条件下提高化铣液寿命, 并可减少黄烟( NO2 )的放出。在化铣过程中发生的反应主要有:
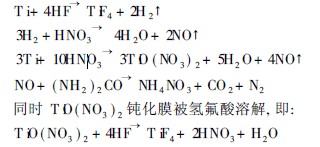
钝化膜溶解后, 金属基体与化铣液直接接触, 接着又被氧化、溶解, 这样周而复始, 金属的铣切就不断地进行。在化铣过程中, 一个关键的参数是腐蚀系数 (或称浸蚀比) , 加工精度通常用浸蚀比K 表示。化铣的腐蚀系数K可由下式求出:
K= a /b式中, a 表示侧蚀量, b 表示铣切深度, 如图1所示。测定方法是: 选择与待加工状态完全相同的试片, 在化铣前刻出一个宽度为c的槽型, 化铣后测量槽宽
![]()
2 化学铣切工艺过程
应用化铣工艺, 钛合金零件可整个表面蚀除, 也可有选择、多台阶或成锥度地蚀除。化铣主要的工艺过程为: 零部件的表面清冼→ 涂覆防护层→ 刻型→ 化学腐蚀或溶解→中和、冲泥→ 去除保护层。
2. 1 零部件的表面清冼
零件表面清洗是一项很重要的工序, 如果清洗不干净, 将会导致下一道工序中所涂覆的保护涂层结合力变差, 甚至引起非均匀腐蚀。
钛及钛合金零件的表面清洗常采取用浸渍有机溶剂的棉布擦洗和热碱洗的方法。用有机溶剂除油时, 一般只允许用丙酮或航空汽油, 决不能用含卤离子的溶剂, 如甲基卤化物、三氯乙烯、高氯乙烯、三氯甲烷、四氯化碳、氟里昂等; 使用热碱液除油时, 只允许进行化学除油, 且温度不能超过75℃ , 若温度过高,零件表面会氧化。钛合金零件不允许用电化学方法除油, 避免阴极除油时零件增氢, 或阳极除油时表面氧化及渗氧。如果表面存在氧化皮和外来杂质, 则要用酸洗或电解浸蚀进行去除。
2. 2 防护层的涂覆
化铣用的保护胶是保证化铣成功与否的重要环节, 要求化铣保护涂层除具有良好的附着力和耐蚀性能外, 还应具有一些其它优良特性, 即: 适于复制精密保护膜外形和复杂轮廓、可剥性以及与化铣溶液的配套性。目前, 国内外在钛合金的化铣中所采用的防护层通常是聚已烯基树脂和丁苯橡胶。涂覆保护层的方法有刷涂、浸涂、喷涂和浇涂, 还有电泳涂覆等技术。
2. 3 刻型
涂有防护层的钛合金工件化铣前必须把要铣切部分的防护层去掉, 这一过程称为刻型。刻型是用一种刻划刀沿着限定腐蚀部位的轮廓线把防护层切开, 然后把不需要的防护层去掉。为了准确地限定化铣部位, 必须采用为此目的而制备的样板。一般来说, 要求制造的化铣样板能沿着要剥离保护层的内边缘划线, 也就是划在以后要剥离的化铣型面区。用手术刀进行刻划线, 刀片必须紧靠样板边缘, 与零件表面保持垂直, 所用的压力应恰当, 因为在样板边缘处少切或者多切保护层都将改变被化铣部位的界线位置。
划好线后, 取下样板, 剥离需要化铣部位的保护层, 这一过程称为剥胶。剥离时, 不能损伤保护层边缘, 一般采取的方法是先在整个需化铣的型面内侧约10mm 左右处再划第2条线, 然后, 将两线之间的保护层用刀尖挑起, 缓慢地揭起, 使其离开主型面线, 这样把两条线之间的金属都暴露出来后, 就可将其余保护层剥离掉。剥离后, 应检查化铣表面保护层是否已彻底清除,所有残留在需化铣表面上的保护层都要用局部剥离的方法或用溶剂清理干净。
2. 4 化学腐蚀或溶解
腐蚀过程是化铣中最主要的过程, 此过程要求均匀腐蚀, 不影响工件的机械性能。腐蚀时要防止产生小孔和形成粗糙的表面, 同时要注意减少吸氢量, 防止材料发生氢脆。钛合金的化铣液类型常见的有氢氟酸型、氢氟酸-硝酸型以及氢氟酸-铬酸型,其中氢氟酸-硝酸型溶液的腐蚀速度比较快, 而且铣削均匀性比较好。
2. 4. 1 化铣液成分及作用
1) 氢氟酸 工件在酸性腐蚀液中的铣切速度主要通过氢氟酸来控制, 增加氢氟酸浓度可大大提高铣切速度; 但随着氢氟酸浓度的升高, 工件表面粗糙度有所增加。当化铣液温度大于46 时, 氢氟酸易挥发。
2) 硝酸 硝酸在化铣液中为氧化剂, 增加硝酸浓度可降低工件的表面粗糙度, 使 “黑斑”形成减至最小。随着硝酸浓度的降低, 化铣速度也随之降低。
3) 添加剂 除腐蚀剂和氧化剂外, 钛合金化铣液中还需加入添加剂, 如尿素、非离子型表面活性剂等。尿素可提高化铣液寿命, 并减少黄烟( NO2 ) 的放出; 非离子型表面活性剂可以改进化铣液的物理性能, 还可减少工件表面的张力, 在有气泡情况下, 使化铣液和工件的接触角减小, 从而使反应气体从表面呈小气泡状跑掉, 并消除表面粗糙现象。
2 .4. 2 化铣参数对质量的影响
1) 槽液温度 温度是影响化铣质量的主要因素之一, 钛合金化铣是放热反应, 随着化铣时间的延长, 温度将迅速上升。温度升高有利于提高化铣速度、溶液寿命和降低基体含氢量; 但温度过高时, 工件表面会出现氧化色, 同时槽液蒸发加剧, 不利于操作和环境保护, 以致有大量NO2 逸出而无法进行化铣。温度升高有利于降低化铣工件的氢含量。在化铣过程中有2个影响氢含量的途径: 一是在化铣过程中生成的氢从溶液中向钛基体内扩散; 另一是基体中原有的氢随表面层的溶解而被带入溶液。后者主要取决于表面层溶解的化学反应速度。由于扩散活化能通常小于反应活化能, 温度对反应速度的影响比对扩散速度的影响大, 即随温度的升高, 反应速度的增长率大于扩散速度的增长率, 因而温度越高, 扩散到基体中的氢越是不足以补偿因钛的溶解而带入溶液的氢, 致使工件中氢含量有所下降。若温度太低, 化铣速率很小, 吸氢量增大, 随着时间延长, 工件表面光度也不好。新配槽液有一速率高峰, 使用新配槽液时化铣速度随温度升高而上升较快, 速率不易控制, 遇此情况可加入少量钛屑或旧槽液以避其高峰, 使化铣速度趋于平稳。
2) 化铣速度 化铣速度是确定化铣液是否能用的重要标志之一, 当槽液配方决定后, 化铣速度主要受槽液温度和槽液中金属含量的影响。温度升高, 化铣速度随之增加; 当槽液中金属离子的浓度超过一定值后, 化铣速度将随之下降直至停止。
3) 钛离子含量 钛离子含量较低时, 化铣速率快, 钛合金化学铣切后的表面平整度较好, 但表面粗糙度相对较高。溶液中的钛离子含量增大后, 尤其是当钛离子含量达到某临界值后,溶液的黏滞性会加大, 使化铣液循环受阻, 使得与化学铣切表面接触的溶液均匀性变差, 因而表面平整度变差; 同时, 单位面积上溶液的浓度相对减小, 从而降低了铣切速率; 又由于钛离子在溶液中具有一定的缓蚀作用, 且其缓蚀作用随着含量的增加而加强, 因而工件的表面粗糙度得到改善。
4) 搅拌 在槽液中, 试样与溶液发生剧烈反应。在无搅拌的情况下, 由于化学反应产生的热量在化铣溶液内扩散困难, 将影响化铣质量; 同时静止状态反应时产生的大量气体将冲刷试样, 化铣后在试样表面上会留下无数冲刷痕迹, 出现明显的气道, 这不但会影响化铣后的表面质量, 甚至会造成零件报废。搅拌能加速溶液向相界扩散和腐蚀产物向化铣溶液内扩散的过程, 可促使整个化铣溶液温度均匀, 有利于零件化铣的均匀性,同时加速腐蚀产物(气泡)的剥离, 从而可以加快化铣速度。搅拌的方式有2种: 一种是压缩空气搅拌, 另一种是零件在化铣过程中运动。在多数情况下, 这2种搅拌不能互相取代, 特别是对大零件进行化铣时往往需要这2种搅拌方式相继使用。
5) 工件吊挂方式 在化铣过程中会产生大量的气体和沉积物, 如不及时排除, 将对化铣的速度、均匀性和浸蚀比等有很大的影响。当试件处于与液面垂直的方向化铣时, 如不改变试件方向, 化铣后能明显看出, 在化铣液中, 试件上部的腐蚀速度大于下部; 若改变试件的上下方向, 则化铣均匀性好。所以, 当零件化铣时, 应垂直液面定期改变试件的上下方向。在实际工作中, 根据试件( 零件) 各部位实际测量的厚度, 按照溶液腐蚀速度上部大于下部的原则, 改变试件(零件)吊放的位置和确定腐蚀时间。总之, 零件化铣过程中的吊放方向和运动状态要有利于气体和腐蚀产物顺利地从化铣的表面上尽快排除(冲刷或扩散) , 使试件( 零件)能均匀化铣。
2. 5 化铣对表面粗糙度的影响
化铣零件表面粗糙度取决于零件的冶金状态、表面状态和铣切深度等。对于经热处理(淬火) 和干吹砂处理的板材来说,化铣后表面粗糙度Ra 可达到理想的0. 8~ 1. 6μm。
2. 5. 1 化铣温度与表面粗糙度的关系
表面粗糙度随温度的变化规律与HNO3 的整平作用有关。当温度升高时, 由于化铣腐蚀速度提高和气体析出加剧, 使溶液中的对流与扩散速度加快, 因而化铣表面凹洼处的腐蚀产物得以及时扩散出来, 不会在该处积累过多形成过饱和盐膜而引起金属表面钝化。这样, 化铣表面凹洼处与凸起处的腐蚀速度相差不多, HNO3 的整平效果降低, 表面粗糙度增大。如果继续升高温度, 则进一步加快钛的腐蚀溶解, 凹洼处的腐蚀产物过多,无法完全扩散出去, 因而整平作用又显得突出, Ra 值重新降低。
2. 5. 2 铣切深度与表面粗糙度的关系
化铣初期腐蚀产物较少, 时间短暂, HNO3 的整平作用未能充分发挥, 因而表面粗糙度未得到改善。随着化铣时间与化铣深度的增加, 整平作用逐渐突出, 从而降低了表面粗糙度。化铣达到一定深度后, 表面粗糙度逐渐趋于稳定。
3 展 望
化学铣切是一种高效的加工方法, 可加工具有一定形状和尺寸的钛合金。此工艺方法简单, 操作方便, 节省工艺装备, 也减轻了工人的劳动强度, 提高了工效, 保证了产品质量。不足之处是目前化铣溶液的再生还缺乏行之有效的方法, 化铣溶液对环境的污染较大, 需要进一步改进。
如果您有机床行业、企业相关新闻稿件发表,或进行资讯合作,欢迎联系本网编辑部, 邮箱:skjcsc@vip.sina.com








