
切削力是切削过程中刀具和工件之间相互作用的结果, 切削力直接影响工艺系统的稳定性, 掌握切削力的变化规律对分析和解决生产中实际问题具有重要的指导意义。一般情况下金属切削加工常采用切削液对切削加工区域进行冷却降温, 但切削液会产生环境污染, 因此切削液的使用受到越来越多的限制; 常温干式切削和低温冷风降温切削是一种新兴的清洁切削加工方法, 有利于改善切削加工环境, 符合低碳经济战略和绿色制造技术基本要求, 切削加工方式的改变, 势必会引起一系列的变化, 其中切削力的变化是最直接的。过去人们多在切削液冷却降温条件下进行切削力试验研究, 用正交设计切削试验参数[ 1-2] , 但这种试验设计方法的试验次数较多, 试验周期也较长, 试验成本较高。在低碳经济战略背景下, 减少环境污染, 已成为社会关心的热点问题, 研究钛合金清洁切削加工, 即在常温干式切削[ 3] 和低温冷风降温切削[ 3-4 ] 条件下, 用均匀设计方法[ 5] 设计切削试验参数, 用较少的试验次数, 研究较宽的切削参数变化范围内, 切削力与切削参数之间的关系[ 6-8] , 建立切削力多元线性回归基本模型[ 7-8] , 在多元线性回归基本模型基础上建立切削力的指数形式经验公式[ 2, 9 ] ,研究找出常温干式切削和低温冷风降温切削条件下切削力的变化规律[ 10] , 对钛合金清洁切削加工参数选用具有重要指导意义。
1 试验条件和方案
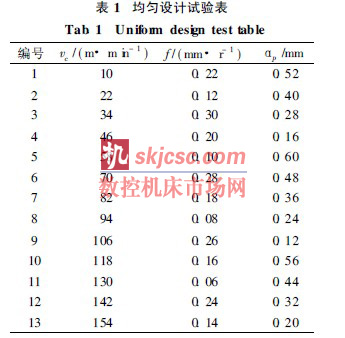
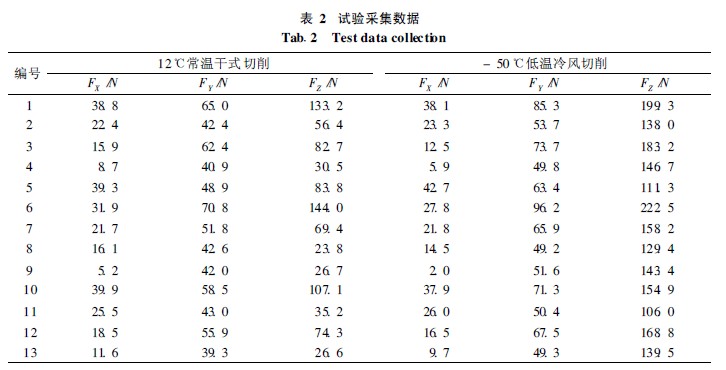
按表1的切削参数, 在- 50 ℃低温冷风降温和12℃ 常温无冷却液(干式)条件下进行车削试验, 同样条件切削试验3次, 3次试验采集到的数据算数平均作为试验结果FX, F Y, FZ, 如表2所示。初步对比分析可以发现, 冷风切削的主切削力FZ 和径向切削力FY 明显大于干式切削, 而两种状态下轴向切削力FX 没有明显变化。
2 建立切削力经验公式
2.1 切削力多元线性回归模型
线性回归分析是根据一个或一组自变量的变动情况预测与其相关关系的某随机变量的未来值的一种方法, 其数学原理是最小二乘法和数理统计。常需要根据实际测得的多个变量的多组数据, 找出它们之间近似的函数关系, 采用线性回归分析方法来建立经验公式。
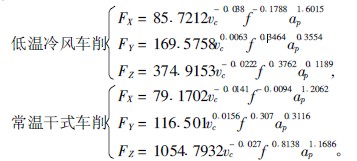
通常情况下人们习惯用指数形式经验公式[ 9] 来表达切削力:
![]()
但这种指数形式模型是非线性的, 为了便于回归分析, 应先进行线性化处理。对式( 1)两边取自然对数得:

式( 2)为切削力的三元线性回归基本模型。
2.2试验数据分析结果
利用表2数据, 和三元线性回归模型( 2), 通过均匀设计软件5版运算, 三方向切削力经验公式如下:
方差分析结果: 低温冷风车削X 方向切削力回归模型的F = 62.6334, Y 方向切削力回归模型的F = 33.5765, Z 方向切削力回归模型的F = 12.6987; 常温干式车削X 方向切削力回归模型的F = 143.1835, Y方向切削力回归模型的F = 20.0948, Z 方向切削力回归模型的F = 1024.635。若取显著水平为σ= 0.05, 查F 分布表有f0.05 ( 3, 9) = 3.863, 可见两种切削条件下三个方向切削力回归方程的线性关系都高度显著。
2.3 切削力对比分析
为了便于比较两种切削条件下切削力的变化规律, 绘制了绝对量和变化最大的主切削力FZ 的特征图。
与切削速度vc、进给量f 之间的特征关系, 图2 a、b分别是常温干式车削和低温冷风车削的特征关系, 可以发现主切削力的变化规律基本相同, 切削速度对主切削力影响很小, 进给量对主切削力影响很大, 冷风切削的主切削力比干式切削大。
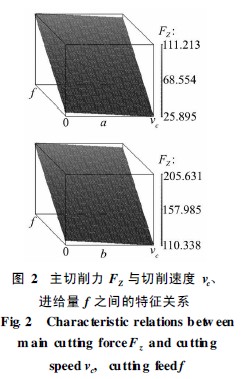
图3是进给量f= 0.18mm / r的切削条件下, 主切削力FZ 与切削速度vc、背吃刀量ap 之间的特征关系, 图3 a、b分别是常温干式车削和低温冷风车削的特征关系, 可以发现变化趋势基本相同, 切削速度对主切削力影响很小, 背吃刀量对主切削力影响很大。在试验参数范围内, 冷风切削的主切削力比干式切削大,但变化较小, 仅37.478 N; 而干式切削的主切削力虽然较小, 但变化较大, 达114.879 N。这说明低温冷风切削背吃刀量的变化对主切削力影响比干式切削小, 适宜高速大背吃刀量切削, 低温冷风切削主切削力变化较小, 有利于工艺系统的稳定, 适宜精密加工。
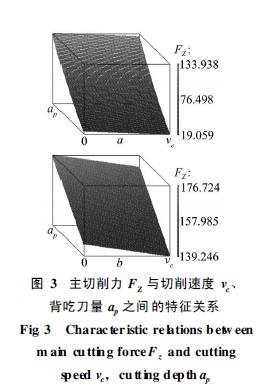
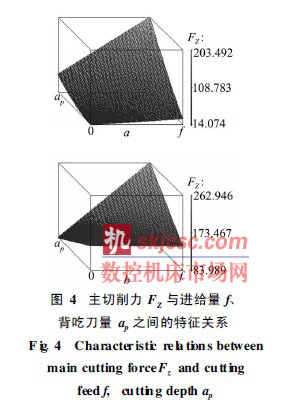
图4是切削速度vc = 97m /m in的切削条件下, 主切削力FZ 与切削速度vc、背吃刀量ap 之间的特征关系, 图4 a、b分别是常温干式车削和低温冷风车削的特征关系, 同样可以发现冷风切削的主切削力比干式切削大, 但变化范围小。在进给量较小时, 冷风切削的主切削力随背吃刀量增大而减小, 而干式切削的主切削力随背吃刀量增大而增大。可见冷风切削有利于提高精密加工的切削效率vcfap 和工艺系统稳定性。
在另一研究项目钛合金车削粗糙度试验中, 发现低温冷风车削, 背吃刀量在一定范围内, 表面粗糙度随着背吃刀量的增大而减小的规律(Ra = 0.053+ 2.892ap + 52.695f2- 4.726a2p ), 在相同切削效率vcfap 的情况下, 低温冷风车削能够获得更低的表面粗糙度。
3 结 论
① 钛合金低温冷风切削相对于干式切削, 主切削力虽然较大, 但变化范围较小, 有利于提高工艺系统的稳定性, 适宜精密加工。
②钛合金低温冷风精密加工, 为了减小主切削力, 获得理想的精度、表面质量和切削效率, 可选用较高的切削速度, 较大背吃刀量和较小的进给量。从低碳经济战略角度出发, 应积极推行低温冷风切削。
③利用线性回归分析建立的适用于钛合金切削力的经验公式, 经过F 显著性检验后发现建立的经验公式线性高度显著。
如果您有机床行业、企业相关新闻稿件发表,或进行资讯合作,欢迎联系本网编辑部, 邮箱:skjcsc@vip.sina.com








