
罗茨鼓风机作为一种强制送风设备,在矿山、炼焦厂等得到了广泛应用。叶轮是罗茨鼓风机的关键部件,一般情况下其截面采用渐开线的截型(如图1 所示)。渐开线截面的加工通常情况下采用数控刨或者非圆插齿机插削方法进行加工。但是,对于中小型企业,投资数控刨或者非圆插齿机其成本比较高,另外,生产成本也会有所提升。如何利用一种成本比较低的方法解决渐开线转子的加工是各厂家经常讨论的问题。我们根据渐开线的成型原理,利用牛头刨床,配上专用的工艺装配,找到了一种生产和设备投入成本都比较低的加工方法。实践证明,使用这种方法既保证了零件的加工精度,又达到了降低成本的目的。

1 渐开线叶轮成型原理
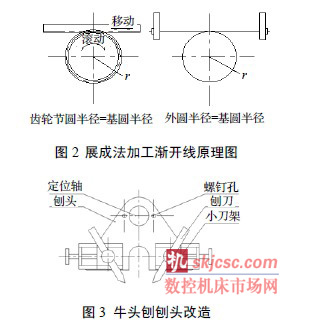
渐开线叶轮成型和渐开线齿轮的成型原理一样,在加工渐开线齿轮的时候是采用展成法的加工方法进行,即在一个分度圆上,刀具在平动的同时,齿轮本身做转动,形成最终的渐开线齿廓(如图2所示)。我们把加工渐开线齿轮的方法借鉴到渐开线叶轮的加工中,利用工艺装备来保证刀具平动与叶轮本身转动的同时进行。
2 机床改造及工艺装备设计
机床改造时,主要是对牛头刨刨头的改造,将牛头刨的刨头连同刀架一同拆去,安装一套如图3所示的双耳型刀架底板,图3 上圆孔与滑枕前端转盘配合定位,并用转盘的环型T 型槽中的螺钉固定,两孔处安装两套车床刀架的中、上部分,将其原方刀台部分的位置固定两套刨床拖板刀箱,并使小刀架进刀方向与工作台相平行。使用两套刀架的目的是为了平衡了转子两边的切削抗力,提高了切削稳定性,保证了加工精度,使加工的线形较为精确,同时提高了加工效率。
改造完牛头刨刨头之后,所要进行的是相关工艺装备的设计。转子在加工过程中,既要随工作台进行水平运动,又要进行围绕转子轴的转动。因此,在设计工艺装备时,要同时考虑该工艺装备的夹紧和分度(如图4 所示)。前部分为工件定位装夹部分。按转子轴径分别固定在前后支架孔内(孔制成上下分离鞍型结构),利用锁紧块与分度盘的前半部分固定锁紧,通过锁紧块的后一部分与同轴的滚圆或齿轮联接。后部分为夹具的分度装置。分度装置的前后部分是通过圆周上制成极其精确的180°轴向槽固定两件分度键相连,分度键分别用两个螺钉固定在圆周上,前后部分各孔同心度0.01 mm。
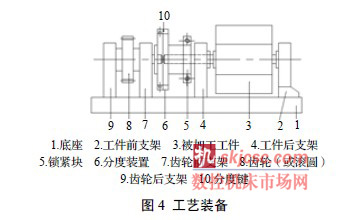
在进行转子加工时,把工艺装备固定在牛头刨的工作台上,并利用芯轴进行调整,使工艺装备的主轴中心与刨刀平行。调整工艺装备的分度装置,并把齿条或者钢带固定在牛头刨的床身。这样,工艺装备随工作台进行水平运动,工艺装备的主轴在齿条或者钢带的带动下绕主轴中心进行转动,实现渐开线的展成加工。
3 使用效果
使用改造后的牛头刨床,加工叶轮,加工成型后,利用专用的样板(利用线切割加工成的专用验具)进行检测,其形位误差为0.03~0.04 mm,用百分表检查与转子轴线的对称度为0.04 mm,尺寸精度在0.04 mm 以内。安装在罗茨鼓风机上后,使用效果和利用数控加工所加工成的叶轮其效果一样。但是,其成本却得到了降低。因此,对于中小企业,不妨可以换一下思路,利用普通的加工设备,配上专用的工艺装备来实现渐开线叶轮的加工。
如果您有机床行业、企业相关新闻稿件发表,或进行资讯合作,欢迎联系本网编辑部, 邮箱:skjcsc@vip.sina.com








