
一、前言
由于轻工业的蓬勃发展, 小型通风机的利用率正逐年提高, 加之空调业的悄然兴起,小型多叶通风机叶轮的加工正被人们所注重, 因此现将曾经在大连风机厂工作时设计的小型多叶通风机叶轮加工模推荐给读者。
该厂最初对小型多叶通风机的制造, 是在叶轮拉伸好的圆筒上冲出叶片形状, 再用螺丝刀一个一个地将叶片掰出近似图纸要求的叶片形状。尽管这种方法改善了风机性能,但操作繁琐, 而且靠手工来保证叶片形状, 很不理想。后来采用棘轮分度, 但由于棘轮的加工比较复杂, 实践中发现定位并不精确, 而且叶片成型部分, 并没有解决, 因而将其淘汰。经过反复推敲, 严格计算, 将棘轮分度改为定位销分度盘分度, 叶片的成型是靠凸模完成的, 这就是所要介绍的“小型多叶通风机叶轮加工模”。
二、工作原理
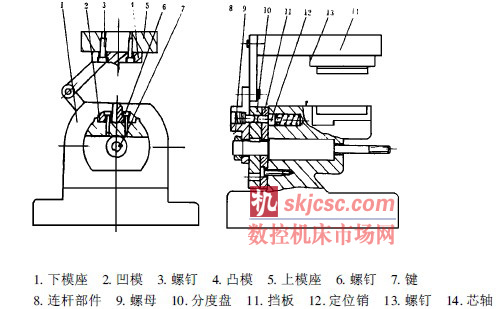
该模具是将剪切、压弯一步完成的, 它的外形及构造如附图所示。它主要是由三大部分组成: 上模、下模及连杆。上模固定在冲床的滑块上, 下模固定在工作台上, 其间靠连杆联接。上模向下运动进行第一叶片的冲裁, 而后继续下行直至叶片顺上模弧型成型后, 也就是限位板触到下模座不可再下行时, 同时也是滑块行程到了终点, 滑块开始上行, 上模回升连杆随之伸展, 连杆上的销键带动分度盘使其转过一个角度, 即一个叶片的角度, 这时恰好滑块又回到始点。滑块又开始下行, 在弹簧的作用下销键退缩, 连杆复位。为防止连杆在回位过程中牵动分度盘, 在下模座上设置一个定位销, 以避免分度盘左右晃动影响分度的精度。到此一个叶片加工完毕, 如此反复冲裁第二个叶片乃至最后一个叶片加工完毕,停机后抽出芯轴9后卸料。这里需要说明的是芯轴为一个部件, 为使图面清晰, 未将其剖视。
三、设计与使用要点
1. 连杆的长度、销键与转动轴心及滑块的工作行程间的关系, 均要经过严格的尺寸计算, 尽管连杆是铰接的, 但计算不准确将会直接影响叶片的均匀。
2. 从强度方面考虑, 凹模边缘要大于规定的最小凹模边缘尺寸。
3. 叶轮毛坯装上轴盘后再进行冲裁, 轴盘与叶轮的同轴度不应大于Á 0. 1。
4. 若连杆设计得当, 可不设限位板。
5. 卸工件时不可用力过猛, 以免使叶片变形。
如果您有机床行业、企业相关新闻稿件发表,或进行资讯合作,欢迎联系本网编辑部, 邮箱:skjcsc@vip.sina.com








