
1 引言
叶轮类零件在军工、冶金、石化、矿山等许多行业中广泛应用,如风机、发动机叶轮、压缩机及水泵叶轮等。叶轮型面的设计以流体力学和空气动力学等理论为依据,构成符合上述理论的流动性曲面。叶轮曲面的精度难以通过一般的加工方法和手段达到,因此,加工精度和表面质量对叶轮性能参数有很大影响。普通叶轮多采用铸造成型后机械加工成型或叶片单独加工后将叶片与轮毂焊接的方法,如图1 所示。由于叶轮工作面形状复杂,难以保证铸造精度,而后续的加工工艺过程复杂。如精度要求高的叶轮,从图纸到成品,一般都要经过多个工序。在光整加工方面,则是按照光学屏幕上放大了的截面图曲线经过普通砂带磨后由人工直接抛光到位,多个截面之间的平滑过渡不易保证,废品率高,抛光工人的劳动强度很大。抛光工人所做工作性质单一,技术含量不高。使叶轮曲面精度难以保证,表面质量差,难以达到设计要求。

近十多年的数控技术迅速发展和数控机床的广泛使用使我国的制造技术得到很大提高。特别是五坐标轴以上的数控机床逐渐装备到企业中,使得整体加工叶轮类零件成为可能。五坐标机床功能强大、加工效率高、质量好。五坐标数控加工中心在加工复杂曲面方面有独到之处,是数控加工领域研究热点。总之,由于整体叶轮结构的复杂性,其数控加工技术一直是制造业的难点。整体叶轮如图2。
整体铣削叶轮加工是指毛坯采用锻压件然后车削成为叶轮回转体的基本形状,在五轴数控加工中心上使轮毂与叶片在一个毛坯上一次加工完成, 满足压气机叶轮产品强度要求,曲面误差小,动平衡时去质量较少,因此是较理想的加工方法。
2 五轴数控加工中心
五轴加工中心具有X、Y、Z 三个移动坐标轴和两个转动坐标轴。最大的优势在于五个轴可以联动。对于安装于夹具上的工件来说,合成运动可使刀具在五轴的空间内任意控制,保证了切削曲面可加工到位,并避免了刀具对工件的误切削。比三、四轴加工中心具有更广的工艺范围和加工精度更高、质量更好。五轴加工中心特别适宜于具有大型复杂曲面零件的加工。
3 叶轮加工特点及工艺方案分析
3.1 叶轮加工特点分析
(1)叶轮上有很多叶片,叶片数按轮毂直径大小不同而不同,叶片有长有短,叶片为空间曲面、扭曲程度高,并且有后仰的趋势,加工时刀具的相对摆动极易对相邻叶片产生切削干涉,因此刀具切削方向的选择尤其重要。另外,曲面需要分段加工,应注意保证加工表面的一致性;(2)叶片之间的流道相对较窄,加工空间较小,难以采用强度和刚性较好的大直径刀具;(3) 叶片进气与出气边缘圆角曲率半径变化大,使刀具和夹具角度变化大;(4)为满足强度的需要,叶轮轮毂与叶片之间的过渡采用了变圆角方式,应十分注意刀具的选择;(5)叶片属于结构复杂的薄壁件、工艺刚性差,在工艺安排上需要考虑多工步反复加工叶片型面的措施,以防加工残余应力所带来的形变。(6)整体叶轮的材料一般有铝合金、不锈钢、钛合金等,因此在工艺安排上应尽量考虑因材料不同所带来的问题。
3.2 叶轮加工工艺方案分析
整体叶轮的数控加工工艺过程主要有6 大步骤:(1)锻造毛坯;(2)数控车削粗加工出回转体形状;(3)五轴数控机床铣削加工叶片型面;(4)轮毂表面数控车削精加工;(5)叶片型面的光整加工(砂带磨削、手工抛光);(6)其间穿插多次热处理和检验工序。
其中,五轴数控机床铣削加工叶片型面工序由以下工步组成:(1)气道开槽粗加工;(2)气道扩槽粗加工;(3)叶片型面粗加工;(4)气流通道扩槽铣削半精加工;(5)叶片曲面的铣削半精加工;(6) 气流通道扩槽铣削精加工;(7)叶片曲面的铣削精加工;(8)叶片及轮毂之间的清根铣削。
3.3 五轴铣削加工的几个关键工序分析
(1)开槽加工及切削方向的确定
叶轮的毛坯为回转体形状,叶片间的气道经粗加工开通,形成通道,为加工叶片做好准备。开槽加工中槽的位置宜选在气流通道的中间位置,多分为上下两个部分加工,应注意两部份刀路衔接问题。刀路平行于气流通道,并保证槽底与轮毂表面留有一定的加工余量。一般采用圆柱形玉米铣刀或圆柱形立铣刀铣削加工,由于气道宽度不等,所以在刀具直径方面应在下部宽阔处采用大直径刀具、上部狭窄处采用小直径刀具的方法,如图3 所示。

(2)叶轮气道的扩槽粗加工及叶型粗加工
采用球头铣刀,扩槽及轮毂底面粗加工在一次加工中完成,且叶型的粗加工一并完成,可以提高工作效率。走刀方式与开槽加工方式相同。从开槽位置开始,从中心向外缘往两边叶片扩槽,扩槽加工要保证叶型为后续半精和精加工留有足够余量。考虑到生产效率,粗加工时走刀行宽应取大些.
(3)叶片曲面的半精、精加工
叶片曲面的半精、精加工采用球头铣刀。均采用侧刃切削方式,其中,半精加工采用如图4 所示的环切方式,精加工采用图5所示的切入切出方式,以提高表面质量。应注意每次加工的背吃刀量不宜过大,可采用2 到3 次以上的分层铣削加工。考虑到被加工表面的加工质量,走刀行宽应取小些。

(4)叶片及轮毂之间的圆角清根采用多种球头铣刀,应注意刀具直径与圆角的匹配。
4 基于UGNX6.0 的叶轮造型与加工编程
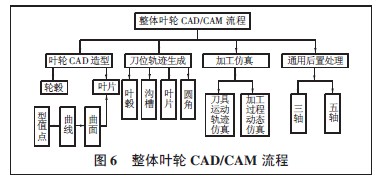
采用数控加工方法加工整体叶轮的CAD/CAM 系统结构如图6 所示。
五轴数控加工中心加工叶轮的数控编程方法如下。
(1)打开UG NX6.0,进入建模方式,根据叶片各截面型值点生成曲线,再由多条曲线光滑连接生成叶片曲面。对叶轮进行建模。
(2)进入加工方式界面,按创建程序-创建刀具-创建几何体(几何视图导航器)之编程点和毛坯-创建操作,进入可变轮廓铣加工(mill_multi_axis)方式。
(3)开槽时可变轮廓铣对话框设置:部件几何体设置为“几何体”;过滤方法设置为“面”,确定了几何体以面为加工基准;驱动方法设置为“表面积”,驱动曲面为轮毂气流底面。并在表面积对话框中设置“驱动曲面”和“切削方向”等参数;投影矢量设置为“垂直于驱动体”;轴设置为 “朝向点”,点特征位置为轮毂气流底面;另外设置切削参数等项,完成开槽的刀路设置。
(4)叶片型面铣削时可变轮廓铣对话框设置:驱动方法设置为“表面积”,驱动曲面为叶片曲面;轴设置改为“侧刃驱动体”,选择合适的刀轴方向。其它设置与前面相似。(5)当单个叶片的每一个加工程序完成后,可使用旋转复制功能生成其余叶片的同类加工程序。注意不可在单个叶片所有程序完成后再进行复制,否则加工顺序上违背了粗、中、精加工要分开的要求,造成过大残余应力。
5 叶轮数控编程实例
图2 所示的小型汽轮机叶轮产品,直径准300mm,高60mm,材料为铝合金。叶槽通道最小尺寸为30mm,叶片及轮毂之间的圆角为R3,在选择刀具时应特别注意。图7 为叶轮毛坯。毛坯由定位轴定位,上面螺母压紧。定位轴安装于机床工作台上。
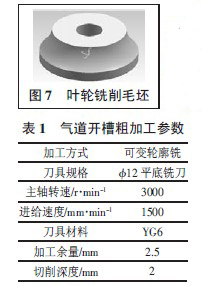
加工机床采用了立式五轴联动高速加工中心,数控机床主要参数X 轴行程900mm,Y 轴行程600mm,Z轴行程550mm。C 轴旋转范围0°~360°,B 轴摆动范围-90°~90°,40 把刀位刀库,数控系统为SIEMENS 840D。表1、表2、表3 分别为叶轮气流通道粗、半精、精加工参数表,表4 为叶片与轮毂间的圆角清根加工参数。
图8 为气道开槽刀路仿真。图9 为叶片型面粗加工刀路仿真。图10 为叶片及轮毂圆角清根刀路仿真。图11为叶轮3D 仿真结果。


6 结语
本文对整体叶轮的加工工艺和编程方法进行了研究。一般的加工方法和三、四轴数控机床在加工叶轮曲面时,加工精度达不到要求。通过五轴数控机床和UG 软件的配合,可以实现整体叶轮的铣削加工,在很大程度上提高了加工质量和生产效率,在五轴数控加工方法实施方面做出了有益的探索。

如果您有机床行业、企业相关新闻稿件发表,或进行资讯合作,欢迎联系本网编辑部, 邮箱:skjcsc@vip.sina.com








