
针对曲轴两大失效模式:轴颈磨损和疲劳断裂,需要对曲轴表面进行强化处理.经表面强化处理后的曲轴,在硬度,耐磨性及抗疲劳强度等方面有不同程度的提高,从而有效保证曲轴的性能.
曲轴是内燃机中承受冲击载荷、传递动力的关键零件,在内燃机五大件中是最难以保证加工质量的零件。由于曲轴工况条件恶劣,因此对曲轴的材质、毛坯加工技术、精度、表面粗糙度、热处理和表面强化、动平衡等要求都十分严格。若其中任何一个环节没有保证质量,即可严重影响曲轴的寿命和整机的可靠性。
曲轴材质目前主要分两类:一类是锻钢,另一类是球墨铸铁。采用铸造方法可获得较为理想的结构形状,有利于曲轴的轻量化设计,且加工余量随铸造工艺水平的提高而减小。另外,球墨铸铁的切削性能良好,并且和钢质曲轴一样可以进行各种热处理和表面强化处理来提高曲轴的抗疲劳强度、硬度和耐磨性,而且球铁中的内摩擦所耗功比钢大,减小了工作时的扭转振动的振幅和应力,应力集中也没有刚质曲轴敏感,所以球墨铸铁曲轴在国内外得到广泛应用。对于160 kW以上的大功率曲轴,则优先采用锻钢曲轴。
无论是锻钢曲轴还是球墨铸铁曲轴,一般都必须实施表面强化处理工艺,其目的在于针对曲轴的两大失效模式:轴颈磨损和疲劳断裂。经表面强化处理后的曲轴,在硬度、耐磨性、抗疲劳强度方面有不同程度的提高。针对不同材质、不同工况条件的曲轴,应采用不同的表面处理技术,才能达到较好的处理效果。
曲轴表面处理方法较多,但归纳起来可以分为以下几种:
1.氮化处理
曲轴的氮化包括气体软氮化、离子氮化和盐浴氮化等,适合于各类曲轴,其功能主要是提高曲轴轴颈的硬度、耐磨性和耐腐蚀性,对提高曲轴疲劳强度方面贡献不大,大约30%左右。

气体软氮化由分解、吸收和扩散三个基本过程组成。在气体软氮化过程中,渗剂不断分解,产生活性氮原子和活性碳原子,这些活性原子被吸附到曲轴表面并扩散渗入到球墨铸铁中。气体软氮化的温度一般为570℃左右。气体氮化一般不会降低曲轴的表面粗糙度等级,但是由于曲轴出炉冷却过程中同空气接触,从而形成一层很薄的、容易脱落的氧化膜,它将危害轴瓦的正常工作,因此曲轴氮化处理后,重要部位须进行抛光处理。
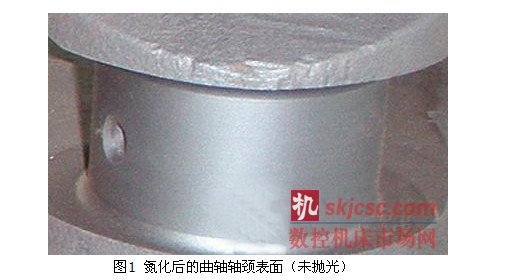
氮化处理后,曲轴的表面形成结构均匀、具有一定韧性且硬度很高的致密化合物层,它对提高曲轴的耐磨性起着主要作用;另外与化合物结合成紧密的、由表及里并具有相当高硬度的扩散层,同样起着提高耐磨性的作用;同时,氮化层组织本身具有一定润滑减磨作用,使曲轴的摩擦系数大大降低。氮化后曲轴表面致密化合物层化学性能极为稳定,使其具有良好的耐腐蚀性,这是其他表面处理方式无法达到的。图1为氮化后的曲轴轴颈表面。
离子氮化和盐浴氮化等虽然工艺方法与气体软氮化不同,但其功效相似,在硬度、耐磨性和耐腐蚀性方面有很大提高。
2.圆角喷丸
由于曲轴在交变应力作用下工作,轴颈圆角处发生应力疲劳和应变疲劳破坏的危险性极大,圆角喷丸技术应需而生,适合于各类曲轴。
曲轴圆角喷丸强化的机理是,用严格控制直径并具有一定强度的丸粒,在高速气流的作用下,使其形成弹丸流并连续向金属表面喷射,使金属表面产生较大的塑性变形,进而形成冷作硬化层。
由于曲轴在加工过程中受到切削力的作用,圆角处应力分布极不均匀,工作中又受到交变应力的作用,因此很容易产生应力腐蚀而使曲轴的疲劳寿命降低。曲轴圆角经喷丸强化后,由于强化层内存在很高的残余压应力,使曲轴在工作中抵御了拉应力的扩展,从而弥补了机械加工中曲轴圆角表面应力分布不均匀的缺陷,改善了曲轴圆角表面应力状态。从组织机构来看,由于受到高速弹丸流的锤击,圆角表面的金属晶格发生了强烈的扭曲,产生了强化层。由于强化层具有密度极高的位错,它对晶格因受拉力的作用而产生沿晶界的滑移有阻止作用;同时,在交变应力或温度的作用下,位错逐渐地并形成多边形结构后,使强化层内形成更加微小的晶粒。这种变化有效抑制了应力腐蚀,延长了疲劳寿命。
曲轴经圆角喷丸处理后能提高疲劳强度的20%~40%,对其他性能无提高功效,又因喷丸时须保护轴颈表面,故采用较少。

3.轴颈淬火(含圆角淬火)
曲轴轴颈淬火是为了增加曲轴轴颈表面的硬度和耐磨性,并提高曲轴的抗疲劳强度。
球墨铸铁淬火过程中基体组织的转变与钢基体相同。即将铸件加热到Ac以上温度,保温一定时间,使基体组织转变为均匀的奥氏体,然后在淬火液中快速冷却,得到马氏体组织。
(1)淬火温度 根据球铁的化学成分和原始组织来选择。如含硅量在2%~3%时,淬火温度取850~900℃为宜。含硅量高,取上限,反之取下限。过高的淬火温度,将使马氏体针变粗并增加残余奥氏体量,使机械性能变坏,尤其韧性显著下降。因此,在保证奥氏体化的前提下,应尽量采用较低的淬火温度。
(2)保温时间 为了使一部分石墨碳在淬火加热时融入奥氏体,必须有一定的保温时间,但保温时间太长会导致奥氏体晶粒粗化。因此,保温时间在能保证奥氏体为碳所饱和的原则下,愈短愈好。此外,原始组织对保温时间有较大影响。原始组织为铁素体基体者,保温时间应适当延长。
(3)回火 球铁淬火后的基体组织为马氏体+少量残余奥氏体,硬度可达58~60 HRC。淬火组织不稳定,内应力很大,强度低,脆性,因此必须在4 h内立即回火。
轴颈淬火(含)在锻钢曲轴中应用比较普遍,它是提高钢曲轴硬度、耐磨性和疲劳强度的最有效手段之一,目前已实现了自动化加工。该强化方式应用于球铁曲轴时,能提高疲劳强度的20%,而应用于钢轴时,则能提高100%以上,故在钢轴中应用比较普遍。图2为锻钢曲轴轴颈与圆角淬火截面图。
4.滚磨光整
滚磨光整是指零件在获得规定的尺寸精度、几何精度之后,那些旨在提高零件表面质量为目的的多种加工方法、技术被称为表面光整加工技术,简称光整技术。根据颗粒状磨料的大小,可分为毛坯表面光整加工技术和精密表面光整加工技术。
该技术可简要概括为:由颗粒状磨料和多功能磨液以及水组成磨具,磨具在料箱中做复杂的自由运动,将工件沉没于磨具之中并强制其运动,工件和磨具之间以一定的相对速度和作用力发生摩擦、挤压、刻划和微量切削,以达到零件表面质量的提高,具体效果和特点包括:
(1)能较全面彻底地去除毛刺、钝化尖角锐边,对于复杂形状及大批量生产的零件效果尤佳。
(2)粗糙度的数值可在原来的基础上通过光整加工提高1个等级。
(3)可大幅度提高表面轮廓支承长度率Tp值,提高表面耐磨性。
(4)光整加工表面的纹理呈现非连续无方向麻点细粒状P形纹理,更利于储油提高抗磨性。
(5)能去除手工无法去除的锈蚀、氧化层和改善缺陷,使表面光亮夺目手感光滑柔和。
(6)光整加工对尺寸只有微米级的影响(约减少1~3 mm),不改变前面工序的尺寸和形位精度。
(7)提高零件的清洁度,降低数值。
(8)光整加工具有零件整体性加工的特点,即将零件沉没于磨具之中,对各表面不分工序,同时加工。
综合上述特点,光整加工可改善零件的装配性,提高耐腐蚀性、抗磨性和疲劳强度,从而提高了曲轴的可靠性和使用寿命。图3为滚磨光整后的曲轴表面。

5.圆角滚压
曲轴的圆角滚压是利用滚轮的压力作用,在曲轴的主轴颈和连杆颈过渡圆角处形成一条滚压塑性变形带,这条塑性变形带具有以下特点:
(1)产生残余压应力,可与曲轴在工作时的拉应力抵消或部分抵消,从而提高曲轴的疲劳强度。
(2)硬度提高。滚压使圆角处形成高硬度的致密层,使曲轴的机械强度和疲劳强度得到提高。
(3)改善表面粗糙度。圆角滚压可使曲轴圆角表面粗糙度达到Ra0.2以下,从而大大减小了圆角处的应力集中,提高了疲劳强度。
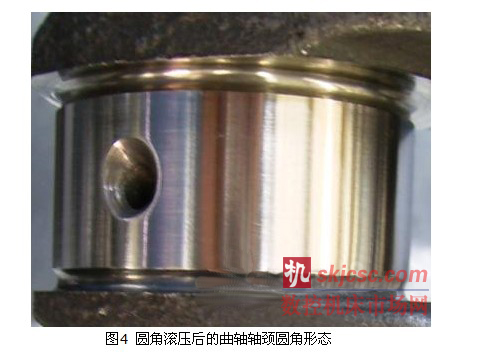
根据统计资料:球铁曲轴经圆角滚压后寿命可提高70%~150%,国外的数据显示可达到200%以上。由此可见,采用圆角滚压强化工艺,可使大功率发动机曲轴采用球铁制造,从而代替锻钢曲轴,节约加工成本和材料成本。图4为圆角滚压后的曲轴轴颈圆角形态。
结语
曲轴表面强化处理方式较多,一般有氮化处理、圆角喷丸、淬火处理、滚磨光整和圆角滚压等5种处理方式。目前,应用较多的是复合强化工艺,一般有两种:氮化加圆角滚压工艺和淬火加圆角滚压工艺。
如果您有机床行业、企业相关新闻稿件发表,或进行资讯合作,欢迎联系本网编辑部, 邮箱:skjcsc@vip.sina.com








