
1 概述
对于批量生产的产品, 在进行产品制造的工艺方案制定和工艺装备设计时, 不仅需要考虑所采用的加工工艺和工艺装备能保证加工质量, 使加工后的零件能够达到图样规定的各项要求, 同时也需要考虑使产品各个制造环节达到较高的生产效率。在保证和提高产品质量的同时, 最有效地降低产品制造成本, 这样才能使产品真正具有较强的市场竞争力。
2 分析
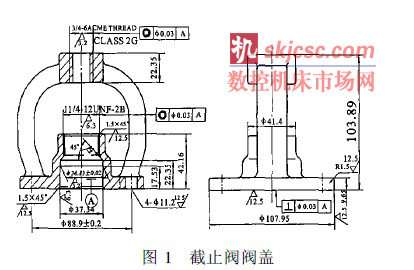
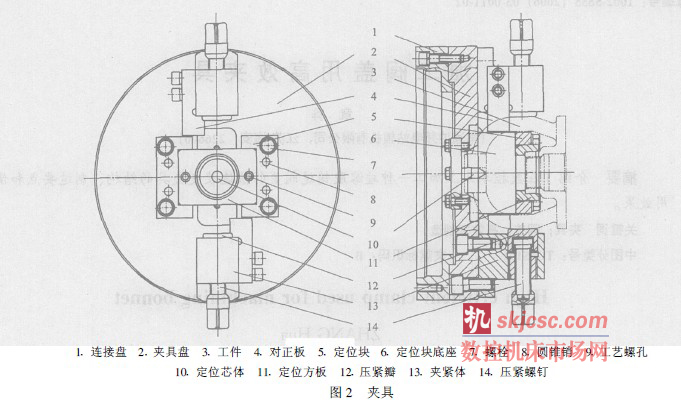
1 英寸( 2514 mm) 角式截止阀阀盖( 图1)材质为蒙乃尔( Monel) 合金, 采用硅溶胶铸造工艺, 铸件表面质量、尺寸精度和形位公差精度均要求较高。由于该产品具有一定的批量( 700 套/月) , 因此, 主要零件的大部分加工面( 包括阀盖大面端的平面、外圆、内孔和螺纹等) 均采用数控车床加工, 以保证加工质量, 提高加工效率, 降低制造成本。阀盖大面端加工时, 为了达到免校正、快速装夹的高效加工要求, 设计了如图2 所示的夹具, 经使用效果较好。
3 结构
夹具通过连接盘与数控车床主轴端连接。工件装夹时, 以定位芯体和定位方板定位, 定位芯体的圆柱段与工件小头内孔( 铸件上已铸出) 配合, 定位方板的内孔与工件5 4114 mm 外圆配合, 从而可以使工件在装夹后其轴线即与夹具回转中心吻合,准确定位。工件的轴向位置由工件上11/ 4 -12U NF 螺纹顶端平面与定位方板孔内平面接触来定位。工件装夹时, 先将定位方板套上工件5 4114mm 外圆, 随后将工件装上夹具。当工件小端内孔套上定位芯体圆柱段的前段( 与工件孔之间的间隙稍大于后段的定位段) 3~ 4 mm 时, 定位方板开始进入两定位块上的定位卡口内。继续推入工件至轴向定位后, 将工件稍作逆时针方向旋转, 使工件两筋的侧面与对正板内侧平面相贴, 亦即使工件两筋与夹紧体对正, 然后旋紧压紧螺钉带动压紧瓣夹紧工件, 便可进行切削加工。压紧瓣外圆与夹紧体内孔的配合间隙为01015~ 01030 mm ( 配车) , 以保证工件夹紧稳固。在定位芯体的圆柱段顶端以及定位方板的左侧面四边分别设计有圆锥导入段和30b倒角, 这样可以使工件和定位方板能比较快捷地装入夹具。
4 制造
夹具制造时, 须保证定位芯体和定位方板的内孔与夹具和机床回转中心基本同心。定位方板内孔按如下步骤进行加工。在拧紧定位块的固定螺栓前, 在定位方板与定位块的配合面之间衬入一层较薄的纸以控制两零件之间的配合间隙。然后拢紧定位块, 拧紧螺栓, 配作圆锥销, 以固定定位块的位置, 接着在工艺螺孔处用螺钉将定位方板固定在夹具上。将夹具装上车床, 车出定位方板上的定位内孔, 从而可保证定位内孔的同心度要求。
5 结语
该夹具使用效果良好。工件装卸时间约为45s/ 件, 数控切削加工时间约为105 s/ 件, 整个加工过程为150 s/ 件, 具有较高的生产效率。
如果您有机床行业、企业相关新闻稿件发表,或进行资讯合作,欢迎联系本网编辑部, 邮箱:skjcsc@vip.sina.com








