
1 概述
目前,我国阀门企业使用的铸件大部分采用外购。然而每个铸造厂的模具因设计方法异同,给铸造的阀门零部件带来混乱。如所购的壳体经测绘后形成的技术文件不能重复运用,在没有足够的时间满足设计要求产出装配图和零件图时,会造成零部件在阀门装配时出现干涉,影响整体阀门产品的出厂质量和成本。为了提高工作效率,减少制图人员的工作量,在通用阀门的相关零部件已经有了GB和JB 的标准化基础上,以快速产生出加工尺寸,降低生产成本为目的,提出加工尺寸快速定位测量法。
2 闸阀
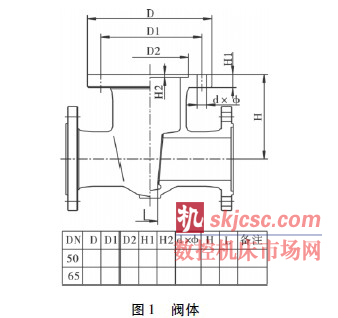
测量工作之前,首先要准备好阀体( 图1) 、阀盖、阀杆和闸板等零部件的图表( 其他零件也用类似的方法做出相应的图表) 。除阀体和阀盖以外的零件均按JB 及阀门要素标准中的要求预先准备复印件或文件备用,阀体两端法兰的各部尺寸可以不用标注,用校对无误后企业的产品样本替代,图和参数可以做出表单,以适应多种规格的填写。
闸阀阀杆各部分尺寸的确定如图2 所示。首先确定阀杆的总长,阀体、阀盖、支架按图2 要求放置,从阀体密封面毛坯凸出处的底部开始测量到支架的顶端尺寸H1 + 轴承压盖扳手的厚度H2 + 阀杆螺母六方以上的高度H3 + 螺纹余量( 约两个螺矩的高度) 为阀杆的总长。如果阀体和阀盖的端面坯料留有浇冒口,不方便层叠,可分开测量,也可通过粗加工后放置再测量尺寸。
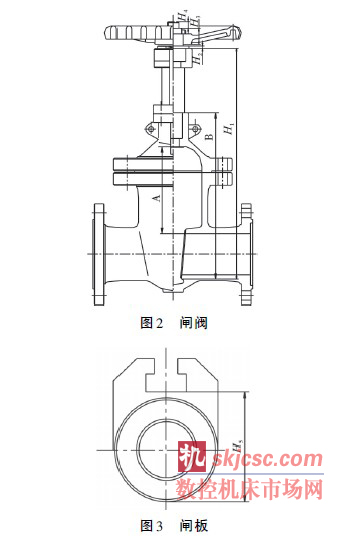
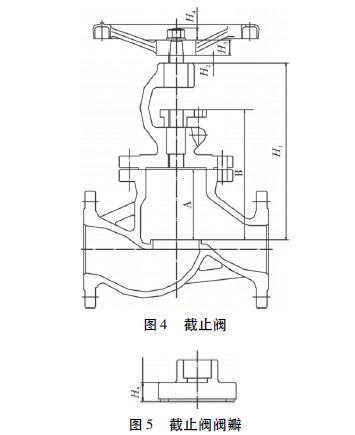
阀杆上密封至阀杆大头端部长度为阀体流道孔的上边缘处测量到阀盖的上密封位置A - 闸板( 图3) 中的H5。测量时可不考虑减少两零件端法兰的加工余量,因为阀盖的上密封在加工时会延伸,可以此作为相互抵消该尺寸的距离。阀杆螺纹以下光杆部分长度从阀体密封面毛坯的凸出处的底部开始测量到填料孔的末端B,这样的位置在填料压盖压紧后螺纹部分不会和填料相碰,也可以保证阀杆螺纹提升闸板的开启高度有足够的位置。
另外,中法兰外圆及厚度、止口和垫片直径、螺栓孔的中心距与孔的尺寸、数量、螺栓的长度、活节螺栓与销轴等配件应在现场予以确认,并记入相应外购件的明细表中,为了不浪费时间和不出差错,尽量避免第二次的重复测量。
闸板与阀体密封面宽度和开裆尺寸要相互对应,阀体和闸板均测量两件的小端为准,并按规定要求标注配合尺寸和公差。
3 截止阀
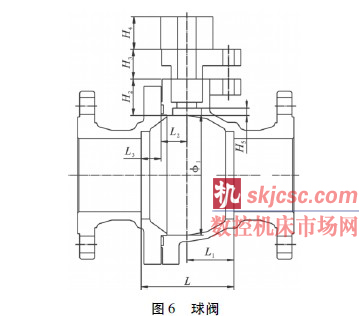
为确定截止阀阀杆各部分尺寸,将阀体、阀盖和填料压盖按图4 要求放置。从阀体密封面毛坯的部位开始测量到支架的顶端尺寸H1 + 手轮与阀盖小头端部的间隙高度( 4 个螺矩的高度为宜) H2 + 手轮的高度H3 + 六角螺帽的高度H4 - 阀瓣( 图5) 中高度H5就等于阀杆的总长。
阀杆上密封至阀杆下端的尺寸为图4 中尺寸A- 图5 中尺寸H5 - 30%DN( 阀瓣的提升高度) 。阀杆螺纹以下的长度为图4 中尺寸B - 图5 中尺寸H5。阀体与中法兰的各部尺寸与记录表单和闸阀的相同,阀瓣、阀杆螺母及其他各零件按JB 阀门零部件里的标准件选用。
4 球阀
球阀阀杆各部分尺寸的确定如图6 和图7 所示。
以分开测量) 。首先测量阀体毛坯的内径1,再配制球体直径2,以阀体与球体的间隙量( 1 - 2) /2+ 球槽的深度H1 + 阀体内径到上端面H2 + 填料压盖高度H3 + 手柄槽厚度H4等于阀杆全长。其中没有包含定位块和卡簧的高度尺寸。因为测量的阀体上端面和填料压盖均为毛坯,需加工。填料压盖装配后需往下一个距离,这两处的尺寸相加可以相互抵销。为方便计算,定位块和卡簧的高度可不考虑。阀杆末端的防吹结构的长度为阀体与球体的间隙量 ( 1 -2) /2 + 球槽的深度H1 + 阀体内径到上端面H5。
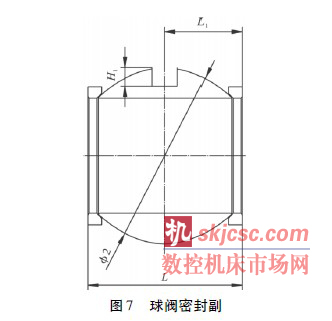
阀体和球体的两密封面间的距离L = L1 + L2 +L3,其方便与快速确定尺寸的方法是用CAD 三维软件绘出零件图后再装配。由于密封圈材料F4 有压缩量,只能通过试验获得数据。球阀的密封圈经车制才能得到一致的尺寸,因为每个成品件除了在质量上有差异外,还受压制时的压力与加热成型温度的影响,尺寸不够精确,由此造成球阀产品出厂的启闭扭矩不一致,影响使用效果。
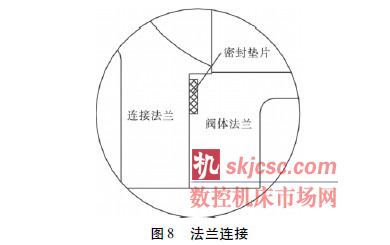
另外,分体式球阀两法兰( 图8) 密封垫片应设计成在阀体法兰上的封闭式空间里,垫片和环形槽的装配时采用过渡配合,并高出法兰端面约0. 5mm,在螺栓压紧后两法兰的端面与端面为全接触,这样可以简化结构,克服因配合不当造成过度压缩密封圈,使其损坏或影响密封效果。
如果您有机床行业、企业相关新闻稿件发表,或进行资讯合作,欢迎联系本网编辑部, 邮箱:skjcsc@vip.sina.com








