
0引言
并联机床具有传统结构的机床不具备, 甚至难以实现的一些优势。在科技发达国家, 并联机床已进入应用层, 我国虽已研制出几种并联机床的样机, 但尚未真正进入应用层。由并联机器人到并联机床并非一个简单的拓展或转换, 真正实现这个跨越涉及动力学、切削理论、工艺学、数控等诸多问题的综合。虽然导致这些问题的因素错综复杂, 但是, 如果并联机床无机械传动链, 许多影响因素自然消失, 一些棘手难题随之解决。既然并联机床以新结构模式出现, 若仍承袭传统的驱动和传动模式, 一些弊端也被继承。因此, 把更合适的驱动技术引入并联机床, 是促使并联机床进一步高精度化、高速化、高效化、柔性化的必要环节, 以便增强并联机床的生命力、实用性和性能价格比, 扩展其技术应用范围。
1 并联机床驱动和传动的现状
并联机床的独特之处是其基于空间并联机构的进给系统, 尽管结构新颖, 仍有如下问题:
(1) 主运动均为回转运动, 使并联机床的功能单调, 限制了其应用范围。
(2) 进给传动链的模式为: 或用旋转型伺服电机配以机械传动链; 或用液压伺服系统, 难免涉及一些传统的疑难问题:
滚珠丝杠螺母副和齿轮副除了有原理性缺陷,使用时由诸多因素( 如制造水准、弹性位移、热变形、磨损等) 引起非线性综合误差, 由于误差的复杂性和随机性, 已成为传统结构机床的棘手问题。然而, 传统结构机床各个坐标的综合误差彼此独立, 可以分别调整和补偿; 而并联机床不仅每个 进给杆 有综合误差, 而且各个进给杆之间的综合误差又严格地相互映射, 难以分别调整和补偿, 也使折算到活动平台上的非线性综合误差有更强的复杂性、随机性和模糊性[ 1]。凡是有机械传动链的机床, 都难以用反馈补偿完全消除机械传动链产生的综合误差, 还会导致成本高、控制复杂、难调整和维护等负面作用。
从整体受力分析讲, 并联进给机构的 进给杆 属二力杆。然而, 并联进给机构的刚度并非取决于进给杆的自身刚度, 而是受滚珠丝杠螺母副、齿轮或液压传动元件及介质的局部刚度、接触刚度和动刚度的综合制约, 机床工作时易产生弹性位移、受迫振动和自激振动。
滚珠丝杠螺母副最高运行速度一般为20~30m/min, 最大线加速度也仅能达到1~ 3m/ s2。当前国际上要求先进高速机床的单坐标最高进给线速度为110~ 150m/min, 最大线加速度10~ 25m/ s2, 滚珠丝杠螺母副或液压传动不能满足现代机床的这一主流发展需求。
液压伺服系统成本高, 不易实现精确匀速微量进给, 某些情况下还涉及环保问题。
当然, 因为各用户层对设备需求的差异, 具有机械传动链的并联机床仍是并联机床家族的重要成员。但是, 并联机床要想真正成为21 世纪的机床, 应该向精密、高速和柔性化发展。
2无传动链高效并联机床传动模式
2.1 并联机床的主运动系统。
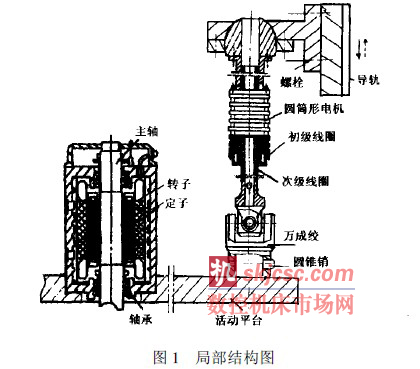
2.1.1 主运动为回转运动。机床的主运动用电主轴直接驱动。电主轴的机械结构见图1 左下部, 电主轴在国外也称空心转子电动机, 其空心转子与机床主轴用过盈配合结为一体, 转子两端有动平衡调整环, 用发热量低、散热快的活动式电磁轴承或Si4N3陶瓷轴承作主支承, 主轴以高精度高速旋转[ ( 4~ 6) 104r/ min] , 主轴可无级调速[ 2]。由于电主轴的特殊构造, 大部分热量由定子产生, 转子产生的热量大部分转化到定子中形成空气隙, 极少部分传到主轴上,一般用油水型热交换器冷却定子和轴承, 主轴温升稳定在1~ 2 [ 2] 。根据生产纲领和工艺需求, 必要时可更换不同用途的主轴。还有一种结构较简单的电主轴, 其转子本身就是机床主轴。并联机床能实现铣、镗、钻、磨等功能。
电主轴使刀具能对工件进行( 超) 高速切削, 其切削力很小、切削温度极低、刀具耐用度高, 不仅提高了加工效率和表面质量, 而且能高速、优质地切削低硬度或难切削材料。
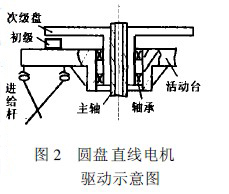
还可采用圆盘型直线电动机直接驱动主轴; 尽管这种电机输出的是回旋运动, 因其工作原理和初级 (定子) 的构造与直线电机相同, 故将其纳入直线电机范畴[ 3]。如图2 所示, 这种电机可以有一个或几个初级, 若把圆盘形次级( 动子) 的回转轴设计成空心轴, 空心轴与主轴以过盈配合结合成一体, 可根据工艺需求和生产纲领更换主轴; 若将圆盘次极的回转轴直接设计成主轴, 则只能更换刀具; 因圆盘次级兼起飞轮作用, 更适用于主轴受冲击载荷的机床。
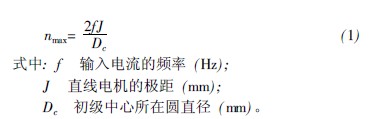
电机通常采用自然空冷, 仅当圆盘次极直径较小且运动转差率较大时才考虑用强迫风冷。电机的最大驱动力矩和极限转速通过初级在圆盘次级上的径向位置调节, 主轴的极限转速可用下式确定[ 3] :
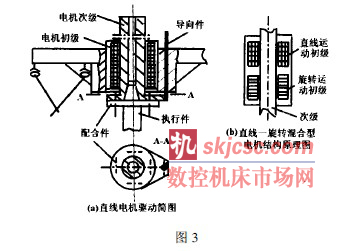
2.12 主运动为直线运动。如图3 ( a) 所示,直线电机的空心次级( 动子) 与主运动执行件结为一体, 这种结构的优点是便于更换不同类型或规格的执行件, 增强了机床的柔性。如果把直线电机的次级直接制造成主运动执行件( 未画) , 虽然能提高刚度和精度, 但是机床的工艺范围受限。在直线电机行波磁场作用下, 次级( 执行件) 做往复直线运动, 次级的有效长度取决于机床结构和最大工作行程, 通过控制输入直线电机的电参数调整执行件的运动频率和行程[ 3]。配备导向件( 如圆柱导轨副) 实现执行件的导向, 有关导向件的内容参阅机床设计资料。理论上讲, 这类并联机床能实现刨、插、推削、锯断、焊接、轻量冲(挤) 压等功能。
2.13 主运动为螺旋运动。开发主运动为螺旋 运动的并联机床具有理论意义和实用价值, 譬如: 螺栓类零件装配机、高效( 钻孔) 攻丝机、精密座标镗床等, 然而, 直线- 旋转混合型电机的问世为研制这类并联机床奠定了基础。如图3 ( b) , 这种电机有两套初级( 定子) 绕组, 两套初级共用一个次级( 动子) , 旋转运动型初级绕组通电时, 次级做旋转运动;直线运动型初级绕组通电时, 次级做直线运动, 两套初级绕组同时通电时, 次级做螺旋运动, 电机的调速范围宽, 极限转速高[ 3]。采用这种电机的并联机床,具有旋转、直线和螺旋三种主运动, 具有很大的工艺柔性和技术潜力。
2.2 并联机床的进给运动系统
2.21 直线步进电机的特点。实现精确进给的必要条件之一是取消机械传动链, 用直线电机直接驱动进给运动执行件是理想方案。与直线直流电机和直线感应电机相比, 直线步进电机( Linear Step Motor)更适合并联机床的进给系统, 其主要原因如下[ 2, 3] :
(1) 用开环控制和细分电路可实现无漂移精确微步距位移和无累积误差的高分辨率定位;
(2) 响应快。次级运动速度可达120~ 150m/ min,线加速度可达30~ 70m/ s2;
(3) 混合式直线步进电机在不加控制电流情况下, 在失电状态能确保其次级在瞬时既定位置上, 无需失电锁紧装置, 适于伸缩杆的功能要求;
(4) 电机的初级发热量小, 而次级的大部分直接外露而自然空冷, 因此累积温升较低。
2.22直线步进电机的选择。直线步进电机按其电磁推力产生的机理可分为变磁阻式( VR) 和混合式两大类。
变磁阻式结构简单, 但无永久磁铁, 只需单极性开关电路控制, 故综合成本低、可靠性高。由于电机始终处于开关运行状态, 耗电量较小, 因此, 在不要求高分辨率的场合优先考虑。
混合式具有线圈和永久磁铁, 结构较复杂, 但在同体积的情况下, 产生的最大推力比变磁阻式大的多。混合式易实现微步距控制, 相应的细分电路简单, 因此, 混合式适于空间受限, 需要高分辨率定位和大进给驱动力的场合。
2.23 直线步进电机驱动的并联进给系统[ 1, 4, 5]。
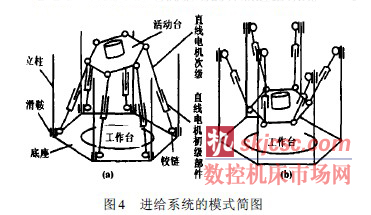
图4 表示直线步进电机驱动的并联进给机构, 因为活动台永远是并联机床的进给运动执行件, 主要有二种应用情况: 其上安放主运动电机及刀具; 其上放置夹具和工件。直线步进电机的次级经铰链与活动台连接, 而它的初级经铰链与滑鞍连接, 滑鞍或由电机驱动或手动驱动, 使之能沿立柱轴向位移和定位。并联进给机构用六个相同的直线步进电机驱动, 图1右上部表达了其中一个直线步进电机( 杆) 的结构, 为突出结构重点, 未画出导向件等附件。为增加电机的驱动力和失电时对次级的锁紧力, 并尽量减少 杆 的径向尺寸, 一般取电机初级长度接近并联机构要求的最短杆长。有几种传动模式:
(1) 滑鞍的位移是机床的调整运动。机床工作时滑鞍不动, 属于常规的六轴联动进给, 在行波磁场作用下, 电机次级做直线往复的联动, 使活动台的位移、速度和姿态按既定规律变化, 实现刀具或工件的进给。从机床的性能价格比考虑, 大型机床易采用电机驱动滚动丝杠螺母副实现滑鞍的位置调整; 小型机床则可用手动机构调整滑鞍的位置, 然后将滑鞍锁定在所需位置。根据生产需求,调整滑鞍在立柱上的位置, 可把并联系统从图4 ( a)的内容式转换为图4 ( b) 的外容式。无论内容式还是外容式, 调整滑鞍的位置能改变活动台相对于工作台在铅垂方向的极限位置或初始姿态。若活动台安装主运动电机, 纯并联前提下, 工作台无自由度; 串、并联情况下, 工作台有自由度。对于内容式结构, 若活动台安装夹具和工件, 活动台就是工作台, 把主运动系统置于支承立柱上( 未画)。
(2) 用直线步进电机驱动滑鞍作进给运动。预先把六个电伸缩杆 分成三组, 相邻两杆为一组, 同组内两个杆的初始长度调整为相等。机床工作时, 靠数控系统实现同组的电动伸缩杆严格地同步伸缩(摆动) , 而同组内的两个滑鞍则严格地同步位移, 即一个组相当于一个等效杆和一个等效滑鞍的组合。与口中阐述的传动模式相比, 虽然机床的传动和运动方式改变了, 但是机床的自由度数( 轴数) 和联动控制数目没变。
(3) 仍然用直线步进电机驱动滑鞍作进给运动。把六个 电伸缩杆 调整到所需的相等长度, 并 锁定 各杆长度, 既把六个杆刚性化, 再采用与 (2) 一样的分组法。机床工作时, 只让每组的两个滑鞍严格地同步运动, 六个电伸缩杆 只摆动, 不伸缩。因此, 只对三组滑鞍实施三轴联控, 减少了机床的自由度数和联动控制数。
目前的并联进给机构均采用标准化、系列化的滚珠丝杠螺母副或液压伺服部件, 设计和使用受其行程及参数的制约, 若用非标的滚珠丝杠螺母副或液压伺服部件将大幅增加成本。然而, 采用直线步进电机,能根据不同的最大进给行程方便地更换相应长度的次级杆, 电机次级的综合成本比滚珠丝杠和液压伺服件低得多, 而且使用中无须预紧、润滑、密封等, 更无摩擦、磨损。
3 结论
与现有并联机床相比, 无机械传动链高速并联机床的传动模式有以下主要特点:
(1) 精度高。由于无机械传动链, 理论上讲, 进给系统易实现精确微量位移和高分辨率定位, 主运动系统有更好的旋转精度和动特性。
(2) 柔性好。即能调整机床的结构布局, 也能更换主运动执行件或直线步进电机的次级。
(3) 效率高。主运动执行件的极限速度高, 进给直线步进电机的次极响应快, 极限速度高。
(4) 温升低。所用电机温升低, 摩擦热源少, 高速切削散热快, 无主轴箱等阻热零部件。
(5) 工艺范围宽。机床结构具有一定柔性, 电主轴和直线步进电机的调速范围宽, 具有电主轴的机床还能加工低硬度或难切削材料。
(6) 综合成本低。无传动链及其辅助性零、部件; 不需要对传动链的冷却、润滑系统。
如果您有机床行业、企业相关新闻稿件发表,或进行资讯合作,欢迎联系本网编辑部, 邮箱:skjcsc@vip.sina.com








