
现今,铝合金材高效高速数控加工机床技术已相当成熟,并得到了广泛应用。随着钛合金材整体构件在大型飞机上的应用增多,其切削加工的低效已成为大型飞机快速制造的瓶颈,配置有高功率高转矩主轴的钛合金材高速数控MC机床已成为许多航宇制造业用户特别关注和优先考虑的现代化先进关键制造装备之一。所有这些,促使工业界更加关注钛合金材HEM-HSM加工技术及其装备的发展与工业应用。世界许多著名数控机床和主轴制造商也都加强了对该技术领域的开发研究力度,一些机床制造商甚至还成立专门的研发中心,积极为航宇制造业推出了多种类型用于大型复杂钛合金材整体结构件HEM-HSM加工应用的数控加工机床。
众所周知,直到目前为止工业界对高速加工技术HSM还未有一种统一、明确、权威和公认的定义。实际上,HSM 技术中“高速”是为一种相对性概念,对不同工件材料或不同切削工艺类型其HSM定义的“高速”速度范围则是不同的。钛合金材相对材料可加工性Kr仅为0.22~0.35,属很难切削加工之金属材,其高速切削速度范围(100~1,200m/min)远低于铝合金材(2,500~7,500m/min)。比如一把直径50mm刀具,在主轴转速4,000r/min时其切削速度为628m/min,对铝合金材而言,这挨不上高速的边,但对钛合金材而言,这已是较高速了。显然,用于钛合金材HEM-HSM加工应用的高速数控加工机床明显不同于铝合金材场合,简单地讲,对铝合金材需要高功率高转速主轴的数控加工机床,对钛合金材则需要高功率高转矩主轴的数控加工机床。
钛合金材为何难切削加工
钛合金材具有高强度、高硬度和低密度材料特性,如钛合金Ti-6Al-4V(简称Ti-6-4)抗拉强度达900MPa,硬度为250∼375HB,密度4.42 g/cm3,使得钛合金材整体结构件除在现代军用飞机上得到广泛应用外,在现代大型客机上也得到了越来越多的应用,其用材重量占飞机结构总重量百分比数呈现快速上升趋势,并已开始超过了钢结构件。因此,实现钛合金材结构件高效率切削加工已成为大型飞机制造生产之关键。然而,和铝合金材相比,钛合金材属很难加工金属材,其切削加工的难点主要表现在如下若干方面:
大切削力
众所周知,通常金属材料的硬度和强度越高,则其切削加工所需要的切削力就越大,切削温度就越高,刀具磨损就越快,故相对可加工性也就越差。如铝合金材相对可加工性系数Kr为2.0∼7.5,高强度钢Kr为0.3∼0.7,钛合金Kr为0.22∼0.35,而航空高强度高温合金Kr仅0.07∼0.3。因此,和切削加工铝合金等轻金属材相比,钛合金材切削加工需要更大切削力,通常需近1,000∼数千牛(Newton,N),是普通钢材的2∼4倍,是铝合金材的10∼40倍。如用一把4齿直径32mm的端铣刀,切深19mm,以20 cm3/min金属切除率切削加工钛合金材时将会产生4,445N (1,000 lbs)负载力,若刀具磨损50%,负载力将增加至8,890N。因此,加工钛合金等硬合金材需要大切削力就意味着需要高转矩主轴,或就意味着仅允许使用较低切削速度,大约仅为铝合金材时的10%。
高切削温度
切削加工钛合金材时,通常切屑与刀具前刀接触面较小,切削点的温度极高,可达1,100~1,200℃左右,切削区高温状态易使刀尖很快熔化或粘结,导致刀具磨损严重。
此外,钛合金材热传导系数低,大约仅为合金钢的15%,铝合金材的5%,(钛热传导系数15.24 W/mK;钛合金Ti-6-4为7.56W/mK;AISI 4340合金钢为44.6W/mK;45号钢为50.2W/mK;7075铝合金为130W/mK),大约80%切削加工过程中所产生的热量传入到刀具中,而不像典型高速切削加工铝合金等金属材那样有75%热量传入到切屑中,传到刀具仅约15%。因此,钛合金切削过程中刀具切削点的高温热量很难由切屑快速带走,加速了刀具磨损。这也就决定了对钛合金材必须采用高压大流量冷却液切削加工。
易生成硬化层
钛化学活性高,在高温状态下极易发生化学反应,导致切削表面生成硬化层,其深度可达0.1∼0.15mm,致使表层硬度大幅度提高,加速了刀具磨损。同时,高化学活性导致加工中切屑与刀具的粘结现象严重,也加速了刀具磨损。
高摩擦功
钛合金摩擦系数大,导致在切削过程中,切屑流经刀具前刀面时所需摩擦功大,摩擦界面温度极高,进一步加速了刀具磨损。
易产生弹性变形和振动
钛合金弹性模量小(钛合金Ti-6-4为110kN/mm2,钢Ck45110kN/mm2,210kN/mm2),导致切削时易产生弹性变形和振动,不仅影响零件加工尺寸精度和加工表面粗糙度,而且已加工面的弹性恢复较大,约为不锈钢的2∼3倍,同样可加速刀具磨损。
同时,钛合金低弹性模量使其具有明显橡胶特性趋势,容易使刀具切削刃产生屑瘤,同样也可加速刀具磨损,制约了使用高切削速度。
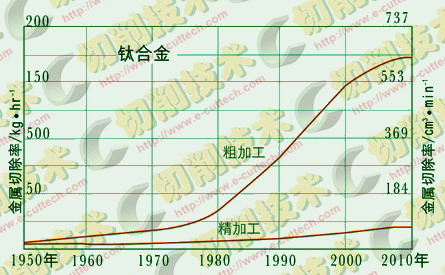
图1 钛合金金属切除率mrr提高历程
小刀具接触弧系数
为维持高刀具耐用度和改善加工质量,切削加工钛合金材整体构件,一般要求刀具接触弧系数≦40%,在使用较高切削速度(≧120m/min)时则通常要求刀具接触弧系数≦15%,普通钢则可达50-100%。刀具接触弧系数定义为刀具切削宽度WOC(径向切深,Radial Depth of cut)和刀具直径D比值之百分数。此外,工业实践表明:当刀具接触弧系数≦25%时,切削速度可增加50%,而当刀具接触弧系数≦10%时,切削速度可增加100%。
鉴于上述钛合金材切削加工之特殊性,因而和切削加工铝合金材相比,对其加工效率、加工精度、加工表面粗糙度、刀具耐用度、颤振抑制和变形控制等都提出更高的要求。为此,世界许多著名的数控机床制造商都对传统高速数控加工机床进行创新性发展,积极推出了适合于钛合金材整体结构件HEM-HSM加工的各种高效高速数控加工机床。如日本Makino公司在其Mason 工厂专门成立了钛合金加工技术研究开发中心,并在最近几年推出了多款钛合金材高效高速数控加工机床。
对钛合金数控加工机床之基本要求
目前,许多机床制造商推出的用于大型铝合金等轻合金材的HEM-HSM切削加工的高效高速数控机床,若将它用于对诸如高强度钢、不锈钢、钛合金和航空高温合金等一类具有高强度与高硬度的难加工金属材料实现HEM-HSM加工显然不合适,尽管它也能切削加工这些硬合金材,但其切削效率却是往往无法让人接受。其主要原因在于:
如前所述,加工钛合金等硬合金材需要大切削力,或者说需要高转矩主轴,而典型用于铝合金等轻合金材的HEM-HSM切削加工的高效高速数控机床主轴转矩多数都小于100Nm,一般不超过200Nm,不具备高效率加工钛合金等硬合金材的切削加工能力。
如前所述,加工钛合金等硬合金材通常仅允许使用较低切削速度,即仅能使用较低主轴转速,而典型用于铝合金等轻合金材的HEM-HSM切削加工的高效高速数控机床主轴转速范围和目前钛合金材加工工艺要求不相适应。
因此,对用于钛合金材HEM-HSM加工的数控加工机床结构、刚性、动态特性、主轴与坐标驱动、冷却系统、刀具与刀具接口以及控制系统等许多关键数控部件的设计制造都提出了新要求。主要包含如下若干方面基本要求。
高功率高转矩主轴
从金属切削加工基本原理可知,对金属材铣削加工时有:
mrr = aeapzfZ n×10-3 = PS×MRF(cm3/min) (1)
PS=SPF×mrr(kW) (2)
PS/n=T/9555≈T×10-4 (3)
式中r:mrr——金属切除率,cm3/min;
ae——切宽WOC,mm;
ap——切深DOC(轴向切深,Axial Depth of cut), mm;
fZ——每齿进给量,mm/刃转;
z——刀齿数;
n——主轴转速,r/min;
PS——主轴功率,kW;
T——主轴转矩,Nm;
MRF——金属切除指数(Metal Removal Factor),cm3‧min-1/kW;
SPF——主轴功率指数(Spindle Power Factor),kW/cm3‧min-1;
且F = n fZ z (mm/min),F为加工进给率。
从式(1)与(2)可看出,为取得高金属切除率mrr,作为钛合金材HEM-HSM加工的数控机床之主轴首先应具有足够高的功率。目前,对钛合金材(Ti-6-4)主轴功率指数SPF典型为0.06kW/cm3‧min-1,为典型铝合金材的4倍。在实际工业生产中,综合考虑到刀具使用寿命、机床特性、加工精度和加工质量等诸多因素的约束,目前铣削钛合金材(Ti-6-4)所能取得的金属切除率mrr约40~700cm3/min(典型100~400cm3/min),仅为铝合金材的5~10%。因而,加工钛合金材时所需的主轴功率可能反而比加工铝合金材时低,尽管其SPF高于铝合金材。加工如钛合金材时主轴功率为22.5kW,而加工如铝合金材时主轴功率为70 kW比较合适的。目前,用于钛合金材零件HEM-HSM切削加工的数控MC机床,其典型主轴功率为30~60kW,并呈现出逐年提高的趋势,目前最高已超过100kW。同时,由式(3)可看出:对确定主轴功率,为取得大切削力(高转矩),则应采用较低主轴转速(较低切削速度),或说要求主轴能提供足够高的额定功率/转速比,通常要求大于0.1。这就要求作为钛合金材HEM-HSM加工的数控机床之主轴额定转矩应不低于1,000Nm数量级。
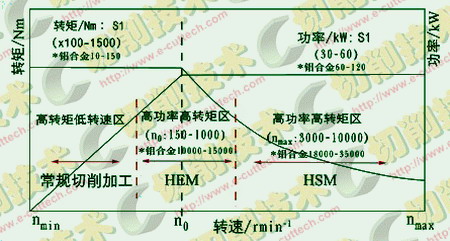
图2 钛合金切削理想主轴特性曲线趋势
通常,对钛合金材HEM加工时要求主轴转速低于1,000 r/min,典型为200~400 r/min,要求主轴转矩300~1,500Nm;HSM加工时典型主轴转速为3,000~8,000r/min,典型转矩为80~250Nm。高效加工(HEM)新型钛合金材(Ti-5-5-5-3)或航空高温合金材则要使用更低主轴转速,甚至低于100r/min,要求主轴能提供更大转矩,甚至超过2,000~3,000Nm。右图给出了目前用于钛合金材HEM-HSM加工时较理想的主轴功率/转矩-转速特性曲线趋势。显然,这是一种高功率高转矩宽低转速调控的主轴特性曲线,和用于铝合金材HEM-HSM加工的高功率高转速宽转速调控的主轴特性曲线有明显不同。正因为这种明显差别,有人形象地将铝合金材HEM-HSM加工机床比喻为F1赛车,而将钛合金材HEM-HSM加工机床比喻为重型推土机。
高刚性与高动态响应性
由于加工钛合金等难加工材时需要高功率高转矩主轴,因而除要求主轴本身具有高刚性外,还要求机床应比加工铝合金材时具有更高的刚性(包括高静刚性、高动刚性和高热刚性)和更高动态响应性(高定位/重复定位精度、高进给速度和高加速度)。同时要求机床坐标轴驱动具有足够高的驱动力,特别对带旋转坐标轴时,要求旋转轴应能提供足够高的驱动转矩,一般要求不低于1,000Nm,典型为2,000~5,000Nm,对大重型机床甚至需要数千到20,000 Nm。
高可靠刀具接口
使用高功率高转矩主轴切削加工,则要求机床主轴刀具接口装置具有足够大的拉紧力和能传递大扭矩的能力。同时,为抑制低频加工振荡,也要求刀具接口装置具有高刚性。因而,钛合金材高效高速数控加工机床一般配置HSK~A100,典型为HSK~A125,甚至使用HSK~A160。
低频加工稳定性
如前所述,高效率加工钛合金或航空高温合金等难加工材整体构件时,仅允许使用较低的切削速度,即较低的主轴转速(可低于100r/min)。因此,取得低频加工稳定性是用于钛合金等硬合金材切削加工之数控机床所必须满足的基本要求之一。
众所周知,数控加工机床都存在有一自然频率(也称固有频率,或剪切频率,或共振频率)。典型数控加工机床其自然频率一般为低于350Hz。同时,构成数控机床各部件的自然频率也是不同的。一般认为机床床身自然频率约20 Hz,立柱约95 Hz,主轴约320 Hz。当加工零件时,等效于刀具刀刃在周期性地敲击机床某结构部件,当这种敲击频率接近机床某结构部件自然频率范围时,就可能激发刀具产生颤振,进而可能发生灾难性后果。因此,为避免或抑制产生这种振荡,就需要在机床设计阶段改变机床结构设计,比如加厚床身,使立柱设计得更坚固,增加部件质量并使连接更牢固等等。但对最终用户而言,则通常仅能通过改变切削加工参数来避免这种情况产生。
不同数控机床和主轴装置,其自然频率点的范围也是有差异的。目前,一些机床制造商开发了一种抑制加工刀具振荡的新技术:有源阻尼系统(active damping),并已将之应用在钛合金材高效高速数控加工机床上以确保实现低频加工稳定性。有关有源阻尼系统技术后文将有进一步介绍。
高压大流量冷却系统
尽管应用高速切削加工可实现干切削或可采用MQL技术,使得数控加工机床配置液压冷却润滑系统目前成为一个有争议的技术问题。但是,为了有效提升设备加工生产率,延长设备与刀具使用寿命,改善零件加工质量,绝大多数高速数控机床仍设计配置有完善的液压冷却润滑液系统,特别是用于钛合金等难加工材结构件的HEM-HSM加工的高速数控MC机床,通常设计有高压大流量(High Pressure High Volume,HPHV)液压冷却润滑系统。HPHV系统一般包括直接贯通主轴/刀具高压冷却系统(High Pressure Through Coolant,HPTC),通过多个外部喷嘴喷射的外喷式切削刀具和工件的高压冷却系统,以保持主轴良好运行性能,快速冷却刀具工件和冲排切屑,提高零件加工质量,增加刀具使用寿命。高速数控加工机床液压冷却润滑系统典型为200∼800psi(1.38∼5.5MPa),25∼80L/min。而采用HPHV冷却润滑系统的高效高速数控机床,要求大于720psi(5MPa),常用工业标准为 1,000∼2,000psi(7∼14MPa),当压力为1,000psi时,一般要求流量不低于30L/min(8glm)。限于篇幅,本文对此不作进一步分析讨论。
高装备与制造工艺融合集成性
使用较低切削速度,就意味着加工钛合金材构件需要较长的加工周期。通常对钛合金Ti-6-4零件加工时间典型为普通钢零件的2~4倍,是典型铝合金材的10~12倍,而加工Ti-5Al-5Mo-5V-3Cr 和Ti-10V-2Fe-3Al 新型钛合金材零件一般又比加工Ti-6-4钛合金材要长一倍时间。这就导致钛合金材整体结构件切削加工生产率低,加工成本较高。因此,为提高钛合金材零件切削加工生产率,降低加工成本,适应批量定制生产,许多数控机床制造商将托盘化加工,或多主轴加工,或多工作台(区)加工,或铣车复合加工,或轻硬合金材复合加工等制造工艺技术融合集成在钛合金材高效高速数控加工机床上,以提高加工生产率,降低加工成本。后文对此将有进一步讨论。
如果您有机床行业、企业相关新闻稿件发表,或进行资讯合作,欢迎联系本网编辑部, 邮箱:skjcsc@vip.sina.com








