
随着现在汽车工业的发展,轻型、中型、重型汽车产量飞速攀升,使用范围也在不断的扩展,车型向着多元化进行发展。汽车的高需求量、车型的多元化、车架装配的高标准要求,使得传统的车架成型工艺也向着高效、高精度、柔性化生产的方面进一步得到了完善。在车架成型工艺的调整过程中,大量的新型机床设备被广泛的应用到工艺流程中。汽车纵梁数控冲孔设备就是在汽车车架纵梁制孔的工艺中完成制孔作业的设备。自2000年到现在,10年的时间内,汽车纵梁数控冲孔设备在国内轻卡、中卡、重卡、客车制造企业内得到广泛的应用。
一、国内汽车行业对纵梁制孔设备的需求概况
2000年开始,国内汽车工业迎来了飞速发展的时期,而如何提高车架的产能、如何提高车架的加工装配质量、如何适应客户的个性化车架需求成为国内汽车工业尤其是轻卡、重卡汽车制造商着力要实现的目标。在新的目标形势下,传统的纵梁制孔工艺(压力机成型制孔、摇臂钻床碟钻靠模制孔等)带来了更多的"瓶颈"问题:
a. 压力机成型制孔:压机模具成本太高,模具加工周期长,面对客户的个性化、多元化的车架需求,企业的投入势必会增加;
b. 摇臂钻床碟钻靠模制孔: 虽然设备投入地,但加工效率低、制孔精度差,需要制造多种钻模,生产准备周期长,很难适应多品种、小批量多批次产品的生产节拍;
面对"瓶颈"问题,各大汽车制造商开始结合自身实际进行工艺调整。先制孔后成型的纵梁加工企业在纵梁加工工艺优化调整中,采用平板冲孔线,适应其多品种、少批量的车架生产需求,同时发挥平板冲孔线高效、柔性、高精度的加工特点,这样就可以利用较少的设备更新投入,有效的解决碟钻工艺带来的"瓶颈效应",实现产能目标;先成型后制孔的纵梁加工企业则采用U形梁冲孔线代替摇臂钻床完成纵梁制孔作业。U形梁冲孔线的使用,提高了生产节拍,增加了产能,也有效的解决摇臂钻床带来的"瓶颈效应",实现产能目标;
近两年,随着纵梁辊压成型工艺的广泛采用,更多汽车厂商新工厂的纵梁加工流程工艺中都选用U形梁冲孔线,作为主要制孔设备。
二、汽车纵梁数控冲孔设备简介
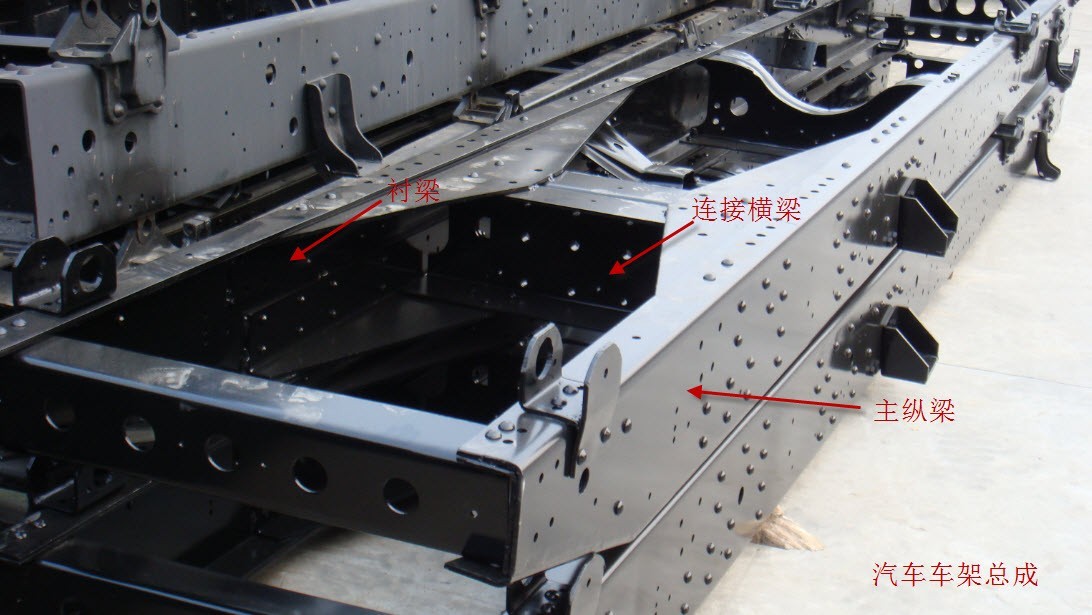
汽车纵梁数控冲孔设备主要是采用目前成熟的液压作为主传动,借助先进的数控加工系统、自动编程软件,自动完成汽车纵梁的制孔作业。根据车架纵梁的分类,汽车纵梁数控冲孔设备分为两大类:一类是完成车架连接横梁制孔作业的连接板冲孔设备(即行业中统称为小梁冲);一类是完成车架主梁和衬梁制孔作业的纵梁冲孔设备(即行业中统称为大梁冲)。
连接板冲孔设备,是济南铸造锻压机械研究所在2006年专门为汽车车架生产中加工连接板、小横梁等板材冲孔作业设计的。由于连接横梁的制孔工艺比较单一,所以该机型也相对的比较固定。可配备自动上下料,也可单机使用,或2台联机使用完成较大连接板的制孔作业。目前该设备在各大汽车厂商及车架配套厂得到了广泛的应用,解决了车架连接板制孔低精度、低效率的瓶颈。
纵梁冲孔设备,根据汽车纵梁制孔工艺的不同,可分为平板冲孔线、U形梁冲孔线两大类。自2000年以来,该两种形式的冲孔线在国内各大汽车厂,如一汽解放、东风二汽、中国重汽、北汽福田、江淮汽车、陕重汽、柳汽等等,得到了广泛的使用。
平板冲孔线,是济南铸造锻压机械研究所借鉴国外技术最先自主研发的纵梁冲孔设备。目前C型主机结构的开式平板冲以其高效、高精度、高柔性化的性能特点,一直占据着纵梁冲孔设备的主要市场。国内的济南铸造锻压机械研究所、江苏金方圆数控机床有限公司、山东法因数控机械股份有限公司等都有各自的C型主机结构的开式平板冲机型在产。
U形梁冲孔线,以比利时soenen公司的三面冲为最好,其产品结构和性能在同行业中都是最有优势的,在国内的汽车厂,如中国重汽、北汽福田等都有在使用这种进口的U形梁冲孔线。国产的U形梁冲孔线,由济南铸造锻压机械研究所在2004年研发完成,并在接下来的几年里,对U形梁冲孔线进行了技术跟进,是目前国内唯一的U形梁冲孔线设备供应商,并保持着U形梁冲孔线的技术优势,根据国内汽车厂商对不同纵梁的加工要求,拥有针对U形梁制孔作业的多种机型--单主机腹面冲、双主机腹面冲、三主机三面冲、四主机三面冲、五主机三面冲、翼面冲等。
三、汽车纵梁数控冲孔设备性能
在国内,济南铸造锻压机械研究所借鉴国外先进技术最早开始研制连接板冲孔设备和纵梁冲孔设备,其机型和技术在汽车纵梁数控冲孔生产线设备制造领域具有一定的代表性。下面以济南铸造锻压机械研究所的机型介绍一下各种冲孔设备的性能。
1 连接板冲孔设备
1.1 TP系列数控液压板料冲孔机

配备自动上下料的TP80型系列数控液压板料冲孔机

单机作业的TP80型数控液压板料冲孔机
该设备是一种高精度高效率的中厚度板材加工设备,设计结构合理,性能优越,采用国际一流的FUNAC数控系统,自动编程软件支持多种格式图形文件,自动生成的加工程序简单明了,极大的方便了用户。液压系统采用独特的双缸串联结构,系统根据提供的板材参数,自动转换单双缸工作模式,有效的降低了能耗,从而为用户降低了生产成本。模具采用直列式结构,大大的缩短了换模时间,从而提高了整机的工作效率。送进传动部件配置精良,X轴、Y轴采用力士乐精密导轨丝杠,保证送进精度稳定可靠。滑块上下运动采用THK超重载导轨滑块,保证精度不受偏载的影响,保证了设备的使用寿命。
目前该设备拥有公称力800KN和1100KN两种机型,采用开式主机形式,提供国产液压和进口哈雷液压两种液压系统供用户选配,X、Y轴送进速度均达到30m/min,冲压频率达到60次/min-75次/min,可加工4-10mm厚的板料,拥有7个和9个两种模位(用户可以根据需要选择),冲孔定位精度X、Y向均在±0.15mm;其中800KN机型可加工最大工件尺寸2000mm×800mm,最大冲孔直径可达40mm;1100KN机型加工最大工件尺寸5000mm×800mm,最大冲孔直径可达50mm;这样的设备性能和加工能力,在今后的一个时期内完全可以满足汽车车架企业对连接横梁板的制孔作业要求。
2 纵梁冲孔设备
2.1 平板冲孔线

STPK120-12型数控平板纵梁冲孔线(C 形主机结构 配有哈雷液压系统总成)

SPTB120-12型数控平板纵梁冲孔线(回字形主机结构 配有液压系统总成)
STPK120系列和SPTB120系列汽车纵梁平板数控冲孔线是目前平板冲孔线中主要的两种机型。该种类设备是专门为汽车车架主纵梁、衬梁的平板毛坯冲孔而设计的一种高效、高精度的板材自动化加工设备,上料、下料、板料的定位及送进、模具的选择、冲压过程的实现以及故障报警等均能够通过数控系统控制自动完成。配有高效的自动上下料系统,采用国际一流的FUNAC数控系统,高可靠性的CNC技术,高性能的内置PMC,最新的数字伺服技术HRV控制。
目前STPK120系列汽车纵梁平板数控冲孔线根据不同汽车企业的需求,根据冲压能力和可加工板长设有不同的型号,设备冲压能力450KN--1200KN,加工板长:4000-12000mm,最大冲裁板厚10mm,最大冲孔直径60mm,采用直列式模具,模位数25个;送进速度60m/min;平均生产节拍:每根纵梁加工时间≤8分钟 ;配有进口哈雷高低压液压系统总成,冲压频率达80次/min;孔位精度:±0.15 mm/400 mm;±0.3 mm/3000 mm;±0.50mm/12000 mm;矩形排列成组孔对角线精度:±0.3/300 mm;
而SPTB120系列汽车纵梁平板数控冲孔线设备只有单一冲压能力1200KN的机型,加工板长:4000-12000mm,最大冲裁板厚10mm,最大冲孔直径60mm,模位数20个;送进速度60m/min;平均生产节拍:每根纵梁加工时间≤11分钟 ;配有国产液压系统总成,双速油缸,冲压频率达60次/min;孔位精度:±0.15 mm/400 mm;±0.3 mm/3000 mm;±0.50mm/12000 mm;矩形排列成组孔对角线精度:±0.3/300 mm;该设备因为其独特的冲压原理,以及配置的国产液压系统,使其生产节拍的提高受到限制,进行轻卡汽车纵梁的冲孔作业时,可以保证每根纵梁加工时间≤8分钟的平均生产节拍,但是在进行重型汽车纵梁的生产作业时,很难保证每根纵梁加工时间≤8分钟的平均生产节拍;
2.2 U形梁冲孔线
U形梁冲孔线设备是目前汽车纵梁数控冲孔设备中被汽车行业最为看好的设备。无论是淘汰摇臂钻床碟钻制孔工艺的车架企业,或是简化生产流程直接外购U形梁的车架企业,或是构建新厂区采用辊压工艺成型后制孔的车架企业,采用该设备后,是企业不必再投入过多资金,便可实现高效、高精度、高柔性化的生产需求,从而实现多种类、少批量、多元化的车架总成的生产装配。
U形梁冲孔线中的腹面冲、三面冲和翼面冲,虽然配备的主机数量不同,但都配有FUNAC18i、FUNAC31i和西门子840D的数控系统可供用户选配,功能强大,支持多轴运动,内置大量PLC;设备可实现自动上下料、自动编程、自动定位循环作业加工。设备在U形梁的腹面和双翼面均配有检测装置,可以实时根据板料的外形对孔位精度进行自动补偿,保证了孔位精度。先进的哈雷高低压系统总成,保证了冲压高效、稳定、节能、可靠。
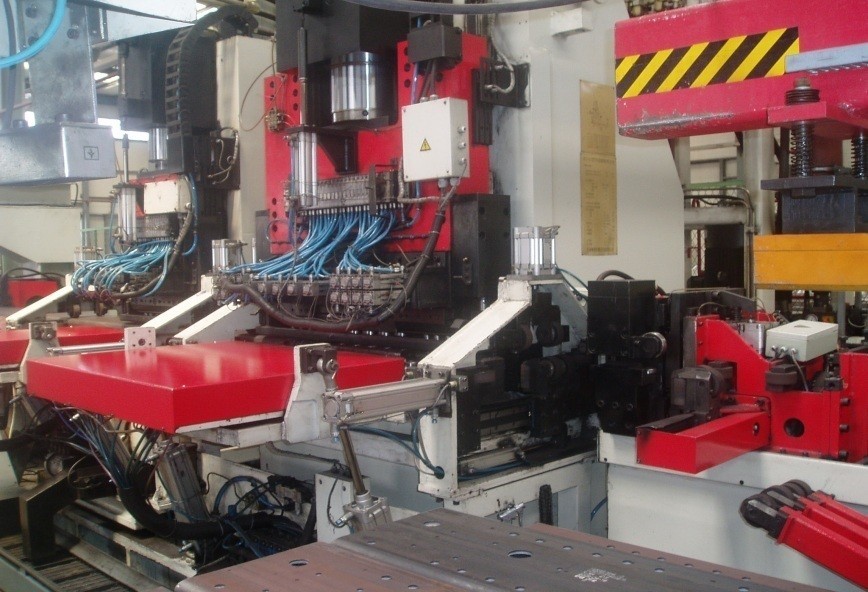
双主机U形梁冲孔线

SPU12-32-4汽车U形纵梁三面冲孔生产线(4主机)
U形梁冲孔线的线内主机数量可以柔性组合,汽车厂商可以根据实际生产的需要自行进行配置。可加工U形梁尺寸:腹面外宽最大360mm,内宽最小150mm,长度4m-16m,最大板厚10mm,最大冲孔那个直径60mm;
单主机腹面冲,包括腹面冲孔大主机一台,完成U型纵梁腹面制孔作业,拥有21个模位;
双主机腹面冲,包括小主机和大主机各一台;小主机拥有18个模位,可沿X、Y双向移动;大主机拥有21个模位,沿Y向移动;因为多数时间是双主机同时冲孔作业,冲孔效率冲更好,生产节拍≤6分钟;
三主机腹面冲,包括大主机、前翼面冲主机和后翼面冲主机各一台;大主机拥有21个模位,沿Y向移动,主要完成U形纵梁腹面的制孔作业;前、后翼面冲主机各拥有6个模位,沿翼面上下移动,主要完成U形纵梁翼面的制孔作业,生产节拍10分钟左右;
四主机腹面冲,包括小主机和大主机各一台,前翼面冲主机和后翼面冲主机各一台;双主机腹面冲,包括小主机和大主机各一台;小主机拥有18个模位,可沿X、Y双向移动;大主机拥有21个模位,沿Y向移动,主要完成U形纵梁腹面的制孔作业;前、后翼面冲主机各拥有6个模位,沿翼面上下移动,主要完成U形纵梁翼面的制孔作业,生产节拍10分钟左右;
五主机腹面冲,在四主机腹面冲基础上,增加5模位的大孔冲(直径30-60mm)主机一台。由于纵梁上大孔一般只占到总孔数的20%,这样,线内的腹面小孔冲和大孔冲主机更多的时间在进行小孔的冲制,冲压效率更高。
设备的腹面冲主机有450KN, 600KN,800KN,1000KN,1200KN,1600KN,2000KN多种冲压能力供用户选配,翼面冲有450KN,600KN供用户选配。因为目前国内个汽车制造企业的纵梁材质及孔的布置有差异,所以我们可以根据用户的需求,量身为用户提供合理的生产线配置。
四、汽车纵梁数控冲孔设备的应用

2000年之前,国内汽车行业的汽车纵梁数控冲孔设备主要依赖进口,比利时的soenen公司和意大利的Ficep公司的汽车纵梁数控冲在国内汽车企业里有一定的保有量。
2001年,济南铸造锻压机械研究所自主研制了国内第一台汽车纵梁数控冲孔生产线后,开启了国产汽车纵梁数控冲孔设备制造先河。针对汽车车架的制孔作业开发的连接板冲孔设备、平板冲孔线和U形梁冲孔线设备,在设备性能和稳定性上与进口设备相差无几,价格也比进口的设备要低的多。国产汽车纵梁数控冲孔设备以其高效、高精准度、高柔性化加工的特点,在国内重卡、轻卡、客车制造商、车架配套厂到了广泛的使用。
自2007年以来,国家加大对汽车企业的扶持力度,汽车企业的设备投入加大,传统的纵梁制孔工艺都得到完善,新的纵梁车架生产车架大批量投入建设。更多的汽车纵梁数控冲孔设备,如800KN冲压能力的TP系列的连接板冲床,1200KN冲压能力STPK120-12型汽车纵梁平板数控冲孔线、双主机腹面冲、四主机三面冲,被国内各大汽车制造企业及其配套工厂投入到汽车车架纵梁的制孔作业中。在江淮汽车、中国重汽、北汽福田、一汽解放、陕重汽、宇通客车、华菱汽车、柳州汽车、东风二汽等重卡、轻卡、客车的汽车制造企业中,国产汽车纵梁数控冲孔设备的大量使用,为企业完成产能目标,实现逐年保量增产的发展规划提供可强有力的硬件保障。随着汽车纵梁数控冲孔设备的普及应用,汽车工业将会迎来更快更好的发展。
如果您有机床行业、企业相关新闻稿件发表,或进行资讯合作,欢迎联系本网编辑部, 邮箱:skjcsc@vip.sina.com








