
数控加工中心由于配有刀库和自动换刀系统, 能实现一次装夹完成多道工序, 大大减少专用工夹具的数量, 缩短了生产准备时间, 同时减少了多次安装造成的定位误差, 提高加工精度,能实现高精高效的加工[1]。数控加工中心在现代制造业中起着愈来愈重要的作用。数控加工中心自动换刀系统性能的好坏直接影响加工效率的高低。讨论如何对自动换刀系统进行电气控制。
1 刀库选刀控制方式
自动换刀装置可以定义为: 一种能根据机床控制单元发出的命令从刀库中选择和更换刀具的装置。加工中心自动换刀程序指令有两部分: 刀具选刀( T××) 和刀具交换( M06) 。目前刀具选刀一般有四种控制方式: 顺序选刀方式, 刀具编码方式, 刀套编码方式, 计算机记忆随机换刀方式[2]。其中刀套编码方式是对刀库各刀座预先编码, 每把刀具放入相应刀座之后就具有了相应刀座的编码, 即刀具在刀库中的位置是固定的。刀库一般是链式刀库或轮式刀库, 当然, 目前还有一些别的刀库类型, 例如球形刀库, 盒式刀库等。
某校工业中心三菱立式加工中心采用盘式刀库, 刀库选刀控制方式采用刀套编码方式, 控制系统采用三菱MELDAS 60SSeries 数控系统。
2 换刀动作过程介绍
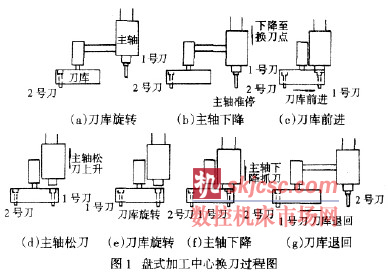
图1 为盘式加工中心换刀过程图。若现在主轴上刀具为1号刀, 则执行M06T02 换2 号刀的过程如下:
( 1) 如图1a 所示, 首先刀库将当前位置旋转至1 号刀所在( 2) 如图1b 所示, 主轴下降至Z 轴换刀点, 同时主轴准停。
( 3) 如图1c 所示, 刀库前进, 使1 号刀具进入刀库的1 号刀座。
( 4) 如图1d 所示, 主轴松刀, 1 号刀具落入刀库原位, 然后主轴上升。
( 5) 如图1e 所示, 刀库旋转, 将新刀2 号刀旋转到刀库当前位置。
( 6) 如图1f 所示, 主轴下降到2 号刀所在位置, 同时主轴上的刀具夹紧装置把2 号刀具夹紧。
( 7) 如图( g) 所示, 刀库退回到原位。换刀过程结束。
3 自动换刀系统控制
自动换刀系统控制的总体思路: 运行“M06”加工程序代码时自动调用O9999 号宏程序。O9999 宏程序实现一系列换刀动作过程控制。O9999 中的辅助指令功能则由PLC 程序实现。同时要设置相应的参数使以上过程生效。加工程序、宏程序和PLC程序之间的关系如图2 所示。
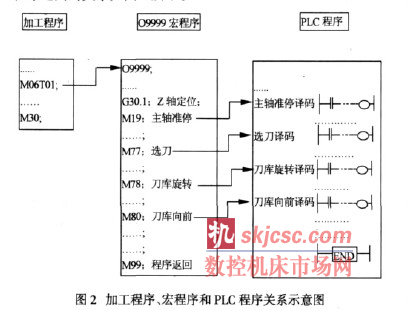
下面分别说明相关参数设置, 宏程序的编制和相关PLC 程序的编制。
3.1 参数设置
涉及刀自动换刀控制的系统参数有[3]:
#1195=1: 使用M代码调用宏程序
#7001= 6, #7003= 9999: 运行M06 代码调用O9999 宏程序
#1121=1: 禁止编辑O9000~9999 号程序, 保护O9999 号宏程序
# 3207: 设置主轴准停角度
# 2238: 设置抓刀频率
# 8206: 设置换刀点坐标
3.2 宏程序设计
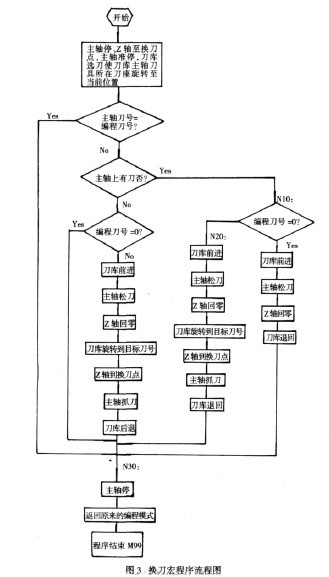
程序代码M06 调用O9999 宏程序, 其宏程序流程图如图3。其中需要的辅助指令和准备指令有:
M19 主轴准停M77 选刀即刀库将主轴刀号所在刀座旋转到当前位置
M78 刀库旋转, 将编程刀号旋转到当前位置M80 刀库向前
M81 刀库退回M82 主轴松刀
M83 主轴紧刀G30.1 回到1 号换刀点
3.3 PMC 程序设计
与刀库自动换刀有关的梯形图主要是实现宏程序O9999中使用的辅助指令的译码功能。如M19, M77, M78, M80, M81, M82, M83。现以M78 刀库编程位置旋转至当前位置为例说明PMC 关键程序设计。
3.3.1 旋转功能指令格式介绍
在此要用到三菱系统PLC 功能指令S.ROT。ROT 命令是作为功能而准备, 如旋转物体的目标位置, 旋转方向和环计数器。该命令可用来确定旋转方向和步进数[4]。命令格式如图4。
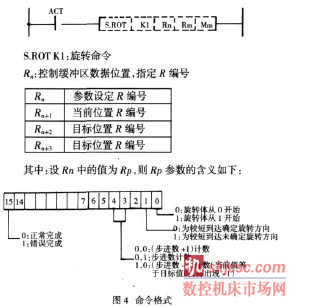
Rm:旋转体个数编号
Mm;为0表示旋转方向顺时针;为1表示旋转逆时针。
3.3.2 接口信号说明
假设刀库PLC 程序所用到的接口信号如下:
X230:M功能选通( MF1) R20:M代码数据1
X23:刀库计数器Y3: 刀库正转继电器
Y4: 刀库反转继电器Y226:M功能完成1( FIN1)
3.3.3 M78 的PLC 程序代码则用于M78 译码指令的关键PLC 程序略。
4 总结
该刀库控制思路清晰, 直观, 考虑因素全面可靠。控制程序简洁, 可读性好。同时该程序具有良好的可移植性和扩充性。该自动换刀控制系统的控制程序已在本校工业中心设备上调试功。该程序主要适用于盘式刀库换刀控制。其他类型的刀库可参照该思路进行修改。
如果您有机床行业、企业相关新闻稿件发表,或进行资讯合作,欢迎联系本网编辑部, 邮箱:skjcsc@vip.sina.com








