
这里的高精度零件是指利用普通设备、运用传统工艺手段无法进行切削加工、无法保证设计要求的零件。
图1 是我公司试制生产的国内首例20 0k w 活齿减速器中的核心零件活齿盘。
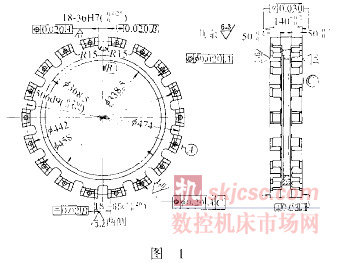
由图1 我们可以看出, 零件铣削前加工工序并不复杂, 只需要精度较高的卧式车床就可完成, 难点在于:①槽18 -6 5 0.02m m 表面粗糙度R aL3 . 2μm和对基准面B 0. 02mm 的对称度。②槽18 -36 H 7 , 表面粗糙度Ru1 . 6 μm 和对基准面A 、B0. 0 20 mm 的位置度和对称度。③ 孔18 -φ17 H 6 , R a1. 6μ m 的表面粗糙度和对基准面A 、C0 . 20mm的位置度④加工中的应力释放及56 一62 H R C 的表面氮化处理。
为了达到以上要求必须做到:① 正确制定铣削前的加工和热处理工序以减少零件的内应力及保证热处理调质硬度。② 选用能够达到加工要求的设备。③制定合理的加工工艺及必需的工胎夹具。④加工后的热处理保证手段。
1 .铣削前工艺方案设计
为了保证零件的调质处理要求和减少内应力,使其在后序处于良好的加上状态, 根据以往的加工经验结合具体的设计要求, 经过研究制定以下工艺方案: 锻造毛坯→正火→粗车→调质处理240 -26 O H B →半精车→ 消除热处理应力→ 精车→铣削。
2 .选用满足加工要求的设备
分析上述的加工难点, 较小的尺寸公差、较低的表面粗糙度值和要求严格的形位公差, 加之较大的零件直径在普通机床上根本无法保证根据我公司设备状况和工艺要求, 选择了 日本三菱公司制造的M -H T l l/ 125 0 卧式加工中心。
3 .加工工艺及工胎夹具设计( 铣削工序)
制订工艺,要求在现有的设备、人员及生产条件下制订出最合理的加工过程, 使各工序具备易操作性, 进而保证加工质量和生产工期针对图l 零件我们制订出车削以后的加工工艺如下:
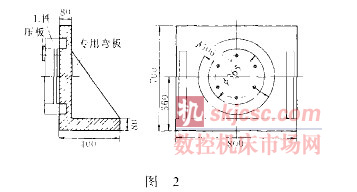
( 1) 活齿盘属于大型盘类零件, 若水平装夹在卧式加工中心上作台上, 当工作台旋转45 。时机床主轴就要伸出较长, 这时主轴刚性降低, 会出现让刀现象, 切削性能明显下降即使勉强加工出槽18 -36 H 7 、18 -6 5 ±0.20 mm及孔18 –φ17 H 6 还必须通过其他手段来完成, 且形位公差不易保证我们采取将零件立放装夹在专用弯板上( 如图2 ) ,以端面和外径定位,内部六处螺栓压板压紧, 千分表找正外径和端而, 允差0 . 0 0 5 mm
(2) 数控编程、差补加工, 利用4 刃粗铣立铣刀对称铣削槽18 -6 5盯0 , 11 m , 留单面余量1m m ,换6 刃半精铣刀加工, 留单面余量0. ,15mm ,利用山特维克6 刃整体硬质合金立铣刀进行精加工, 为了保证后道工序的需要.我们将18 - 65 0.20mm 中对称的两槽加工至18 -6 5 0.025mm。
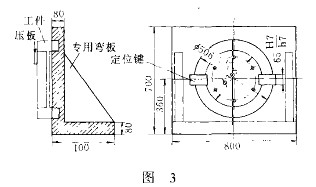
(3) 专用弯板铣槽镶键( 图3) , 零件翻面以已加工槽65 0.025 mm、端面及外径定位找正, 利用 (2) 的加工方法将反面18 -6 5 0.2 0mm 铣出换刀对称加工, 运用数控程序对槽18 -36 H 7 分粗铣、半精铣、精铣进行加工, 双面精铣余量0 . 1mm 。
(4) 18 –φ 17 H 6 孔公差小, 粗糙度和形位公差要求严格, 并且孔小而深(深140 m m ) , 用势φ3 m m 中心钻打18 –φ 17 H 6 定位底孔, 分别用势φ8mm 、φ15mm、势φ16.8mm 钻头对称通钻各孔,用φ17 m m 加长机用铰刀精铰各孔。
(5) 由图1 可知, 零件铣削加工前后去除材料较多, 几乎成为薄壁零件, 为了减少加工过程中零件的变形和切削应力, 在进行上 述各加工工序中必须使用高质量的切削液, 并且在精加工工序前将螺栓适当松动后再夹紧以释放切削应力。
(6) 清理后进行综合检查各尺寸公差、表面粗糙度及形位公差, 满足设计要求后转人热处理工序。
4. 热处理工艺保证
热处理是机械制造行业中的关键工序之一, 对提高零件的性能、挖掘材料的潜力、延长零件的寿命起着重要作用。为了减小零件的变形, 达到设计要求, 我们利用辉光离子氮化炉对零件18 ~36 H 7处进行0 , 3 ~0 . 4 m m 渗氮处理, 渗氮10h , 保证5 6~6 2 H R C , 其他部位涂防渗剂加以保护。
总之, 对于精度较高的零件, 工艺是极其关键之所在, 运用好的工艺方法不但能保证精度, 提高效率, 而巨能降低成本。
如果您有机床行业、企业相关新闻稿件发表,或进行资讯合作,欢迎联系本网编辑部, 邮箱:skjcsc@vip.sina.com








