
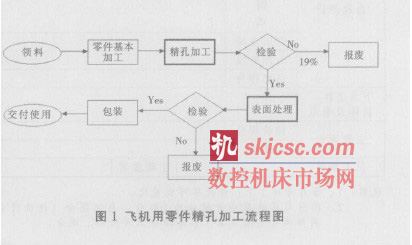
飞机所需零件精度要求很高,我公司某高精度零件(以下简称飞机用零件) 在生产过程中, 出现了大量不良品。通过对不良现象的分析, 有65. 5 % 的不良是由于零件中精孔内径尺寸超差造成的。进一步的调查发现, 精孔数控加工过程产生的精孔内径尺寸超差不良率为19 % , 表面处理过程中产生的精孔内径尺寸超差不良率为46. 5 % ( 见图1 )。出现这种情况, 十分令人吃惊。在以前对同类零件的质量控制中, 从未考虑过表面处理对零件精孔内径最终尺寸的影响, 仅要求表面处理后零件表面的镀层完整, 但对镀层的厚度从未做要求。表面处理对零件孔质量控制的影响也从未显现出来。
将现在生产的飞机用零件和以前生产的类似零件进行对比, 飞机用零件特性值的数量级为0. 0 lm m ,较以前生产零件孔的特性值的数量级0. 0l m m , 精度增加了一个数量级。因此, 由于表面处理后零件表面镀层厚度的波动对高精度的孔径的影响就显著了。
一、确定控制方向
精孔内径尺寸是由数控加工尺寸和表面处理变动尺寸共同影响的结果, 对精孔内径尺寸进行控制, 就是对数控加工尺寸或表面处理变动尺寸进行控制, 或对二者同时进行质量控制。
表面处理变动尺寸是溶液浓度、溶液温度、表面处理时间、电流强度的函数。在实际生产中, 表面处理的质量控制只能将溶液浓度通过工艺试验控制在一个范围内;溶液温度的控制也不可能是一个固定的值, 也是根据温控系统的响应能力而有一个相应温度区间; 可以控制的参数是表面处理时间(零件人槽时间) , 但如果为保证表面处理变动尺寸, 时间参数又是随溶液浓度、温度变化的因变量。因此,对表面处理再作进一步的精细质量控制可行性很低。如果仅从现有的调查结果, 4 6. 5 % 在表面处理过程中产生的不良品率难以实施改善。
为更深人了解问题的实质, 在随后的加工过程中进一步收集数控加工尺寸、表面处理变动尺寸和精孔最终尺寸的数据后, 对这些数据进行回归分析(见表1)。
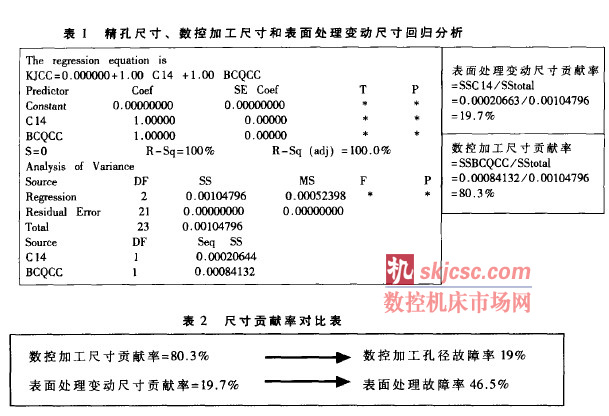
尺寸和表面处理变动尺寸对精孔最终尺寸的影响关系和实际生产加工过程中不良情况的表现是不一样的, 见表2 。
通过对数据的分析认为, 出现这种情况的原因在于, 工艺设计人员根据经验, 在制造工艺设计中将精孔最终尺寸的公差全部分配给数控加工工序, 对表面处理工序未分配公差, 导致在生产过程中不良信息反映不准确。因此, 希望通过调整数控加工尺寸公差, 仅对数控加工工序进行质量控制, 从而对精孔内径尺寸作很好的质量控制。
通过以上分析, 得出结论: 表面处理变动尺寸和数控加工尺寸要统一考虑, 将表面处理变动尺寸作为数控加工尺寸中不可控因素(过程中的随机波动), 视为随机误差, 不做新的控制, 但要从数控加工尺寸中排除表面处理变动尺寸变化的影响, 确保精孔尺寸的质量控制。
二、确定数控加工尺寸公差
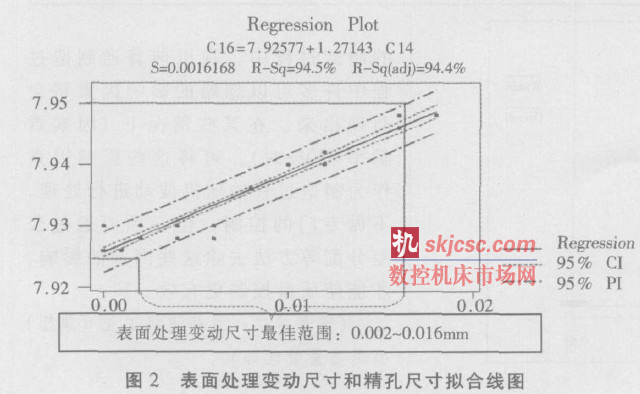
通过对表面处理变动尺寸和精孔尺寸的拟合线图可以看出, 当表面处理变动尺寸介于0. 0 02 ~0. 0l 6 m m 区间内, 精孔尺寸可以控制在公差带内(见图2)。
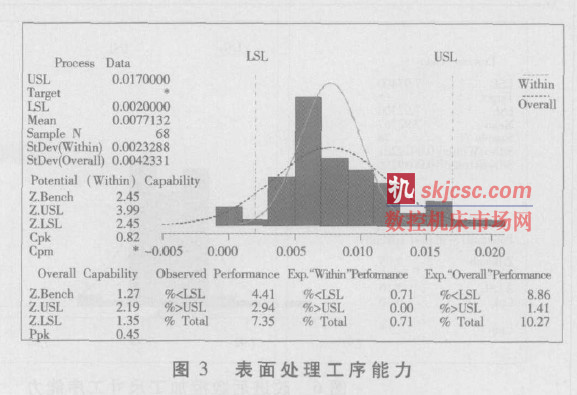
对表面处理变动尺寸进一步以0. 0 2 ~0. 01 6 mm为公差范围, 分析其现在的工序能力, 得出其短期工序能力Z bench = 2. 4 5 (见图3) , 可以满足现在生产要求。这样可以确定表面处理变动尺寸的公差范围取0. 00 2 ~0. 01 6 m m 是合理的。
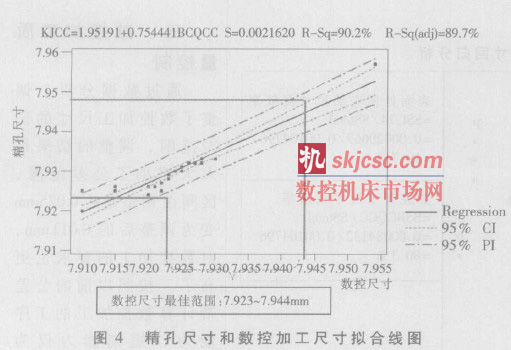
数控加工尺寸等于精孔尺寸减去表面处理变动尺寸, 通过上面分析, 得出表面处理变动尺寸公差带为0. 0 2 ~0. 01 6 mm , 那么数控加工尺寸公差带为7. 9 2 3-7. 9 34 m m。再通过于精孔尺寸和数控加工尺寸拟合线图分析数控尺寸最佳范围: 7. 92 3 -7. 94 4 ~ (见图4)。实际数控加工尺寸控制的公差带就取上述两种方法分别得出公差带的交集, 也就是7. 9 2 3 -7.9 34 m m。
三、数控加工质盆控制
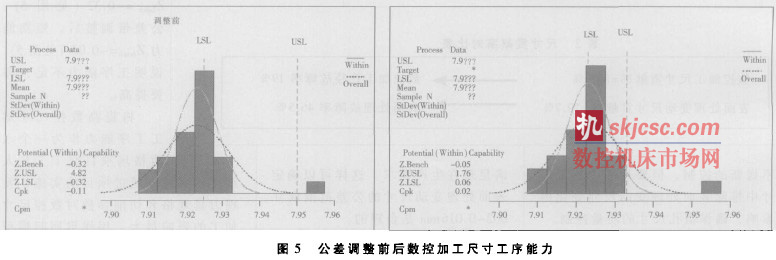
通过数据分析, 调整了数控加工尺寸的公差范围, 调整的结果是大大缩小了公差范围,区间由调整前的0. 0 25 mm变为调整后的0. 0 1 1 m m ,对数控加工的要求也更高了。按照以前的公差带计算数控加工的工序能力, 短期能力仅为Zbench=-0. 3 2 ( 见图5 ) ;公差带调整后, 短期能力z =-0. 0 5 (见图5 ),说明工序能力不足, 需要提高。
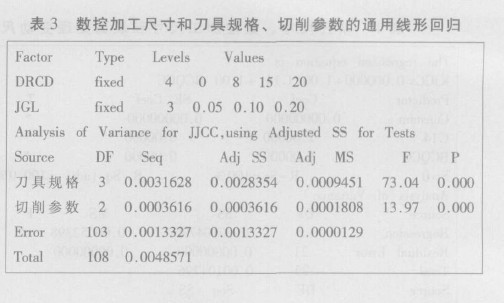
将提高数控尺寸加工工序能力作为一个六西格玛项目交于工艺人员具体实施。通过项目的实施, 发现刀具规格和切削参数对数控尺寸加工的影响最大。用线形回归模型分析, 二者总的贡献率为79 % (见表4 )。
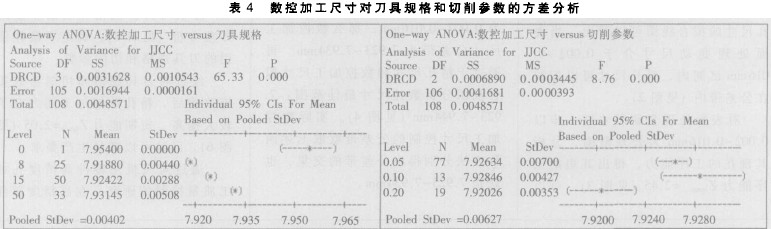
分别对刀具规格和切削参数用方差分析(见表4), 确定了最佳使用的刀具规格和切削参数。
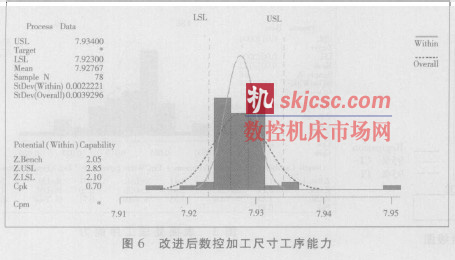
经过对刀具规格和切削参数实施改善后, 精孔数控加工能力有了较大提高, 短期能力Z =2.05 (见图6)。已经可以满足生产要求。
通过对飞机用零件高精度孔加工质量控制的研究, 在高精度零件的制造过程中, 在以前普通制造过程中许多可以忽略的影响因素将会凸现出来。在某些情况下(因素贡献率< 3 0 % 时) , 可将这些影响因素作为制造过程的随机波动进行处理,不做专门的控制, 但必须要通过公差分配等方法去除这些因素的影响,才能使质量控制更有效。
如果您有机床行业、企业相关新闻稿件发表,或进行资讯合作,欢迎联系本网编辑部, 邮箱:skjcsc@vip.sina.com








