
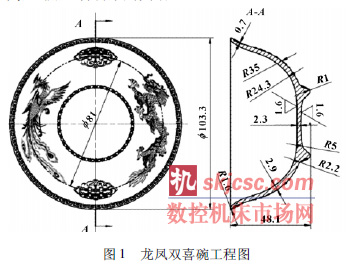
如图1 所示的龙凤铜碗原是某企业委托我校加工的黄金展品,其整体结构如碗状,外表面有一龙、一凤、双喜、样条等图案,加工要求形状准确、尺寸精确、各曲面之间过渡光滑自然、图案逼真、表面粗糙度小。此零件的加工属于手板试制,目的是检验外观、结构能否达到设计意图。为降低成本,应企业要求,试加工材料采用黄铜。
1 零件的建模
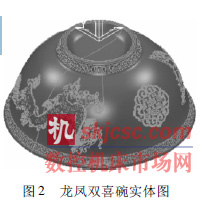
首先在Powershape 软件中构画出碗的半边线框,通过旋转命令生成碗的基本实体。然后按企业要求在外部图库导入龙、凤、双喜和样条等图案,将其投影到碗的实体曲面上。最后通过拉伸命令将图案拉伸成0. 7 mm 高的实体,通过实体求和命令使碗基本实体和图案实体成为一个实体,如图2所示。
2 工艺分析
2. 1 零件分析和毛坯准备
对零件图分析可知: 龙凤铜碗最大高度为48. 1mm,最大直径为103. 3 mm,碗壁厚度约为2 mm,在碗外表面上有一条龙、一条凤、两条链条和两个双喜图案,图案的高度为0. 7 mm,图案结构相当复杂,并且构成要素细小,尤其是凤的尾部羽毛结构十分细小,对编程和刀具选用有较高的要求,曲面数据庞大,加工精度要求较高。表面粗糙度要求较小。考虑装夹的需要,把黄铜毛.
2. 2 加工方案的确定
由于碗上图案是分布在一张回转的曲面上,曲面比较陡,形成较多的倒勾面,三轴数控机床无法加工,为了能把图案清淅地加工出来需用五轴联动数控机床,根据现有条件选择了DMU40 五轴联动高速加工中心。碗手板加工可有两种方案,第一种方案是先加工碗的内表面( 光滑面) ,再翻转180°后加工碗的外表面( 图案面) 。这种加工方案的缺点是翻面后不好定位,由于已加工好的内表面是光滑的,不利于装夹定位,不易保证龙凤双喜图案的精度和粗糙度。第二种方案是先加工碗的外表面( 图案面) ,再翻转180°后加工碗的内表面( 光滑面) 。这种加工方案弥补了第一种加工方案的缺点,但它也会产生工件刚性较差的问题,可采取减小切削用量和增大刀具直径等措施来降低不利的影响。
2. 3 装夹方式
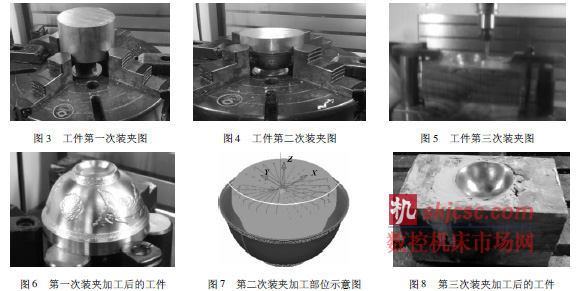
首先加工的部位是外表面,装夹工件前先加工出下一工序的定位基准,将毛坯尺寸加工至98 × 53,采用三爪自定心卡盘装夹( 如图3 所示) 。毛坯露出三爪卡盘至少50 mm,毛坯底部用3 个等高的基准块作为轴向定位; 用探测头精确找正工件的圆心作为X、Y 轴的原点,毛坯顶面下降0. 5 mm 作为Z 轴的原点。
碗外表面加工完毕,第二次装夹的加工内容是粗加工型腔( 如图4 所示) 。工件翻转180°,以98 外圆柱面为装夹面,碗底用一根基准圆柱棒支承作为轴向定位基准。用探测头精确找正工件的圆心作为X、Y 轴的原点,毛坯顶面下降0. 5 mm 作为Z 轴的原点。碗手板内表面精加工时的装夹是一大工艺难题,
经研究,选用石膏作为粘结剂固定工件。预先设计和制造一个石膏盒,设计时要充分考虑碗的最大直径、最大高度尺寸和基准面的平面度等要求; 需特别强调的是,一定要保证石膏盒的形位公差要求。操作过程是调好石膏桨,把碗放到石膏盒里,以底面作为定位基准,固定不动,往盒里倒入石膏桨,均匀填满整个石膏盒。待石膏干硬后,在碗口面找4 个点打表检查是否水平,如不水平,进行调整直到水平。用探测头精确找正工件的圆心作为X、Y 轴的原点,碗的顶面作为Z 轴的原点( 如图5 所示) ,三次装夹加工后的工件分别如图6—8 所示。
2. 4 加工刀具的选择
由于毛坯材料是黄铜, 硬度较低, 切削性能较好,刀具材料选择普通高速钢刀具。同时碗上图案结构比较细小,半精加工及精加工时尽可能选择直径较小的刀具,加工碗手板所用刀具如表1所示。

2. 5 制订程序单
数控程序单是数控编程的主要依据,基于以上分析,制订碗手板的程序单如表2 所示。

2. 6 加工工序及关键工艺参数表
根据零件各加工区域形状和几何特点,对其进行工艺分析,各加工工序及关键工艺参数的设定见表3

3 结束语
五轴编程之后还要注意两个问题: 一是刀具路径仿真,五轴数控机床编程比三轴数控机床复杂得多,五轴数控机床价格昂贵,编程时安全问题不能不考虑。在CAM 软件中进行刀路仿真时,有些安全隐患是看不出来的,比如刀轴的实际运动轨迹。为了安全起见,五轴加工刀具最好经过专业的仿真软件进行仿真加工。二是后置处理,五轴刀具路径生成后要进行后置处理才能产生NC 代码,而五轴数控机床的后置处理一般没有通用性,不同类型的五轴数控机床不能使用同一后置处理机床选项文件,要根据具体的机床运动轴配置( 双摆头机床、双转台机床、一摆头一转台) 、工作台的行程、数控系统等因素订制适合自已机床的后处理选项文件,这样产生的NC 代码才正确,否则会造成走刀路线不正确,甚至造成机床与工件碰撞的严重后果。
按照上述工艺设置,应用PowerMILL 软件进行五轴编程,在解决路径仿真、后置处理和装夹难题之后,龙凤铜碗的数控加工就是一个简单的操作问题了,最终我们用了大约12 h 完成了产品的整体加工( 如图9 所示) ,经检测,其尺寸精度和表面质量都达到了要求。
11-7
如果您有机床行业、企业相关新闻稿件发表,或进行资讯合作,欢迎联系本网编辑部, 邮箱:skjcsc@vip.sina.com








