
超精密加工是机械制造发展的主要方向之一。超精密加工在元器件制造中是关键性技术。在20 世纪60 年代, 通过使用当时适用的精密机床,开始开发用于生产高质量的专用机械或光学元件的技术。整个70 年代, 该技术用于生产具有高精度、多功能及较低的制造成本的光学元件。到了80 年代, 该技术就更加广泛地用于工业生产, 如制造铝制扫描镜和计算机存储盘的铝制基片等。超精密加工最近的应用是生产光学元件, 这种元件具有复杂的形状, 极高的几何精度及表面质量。用铝基衬片磨光X 射线望远镜中的镜面是对非传统镜片坐标精度(0. 2 拌m ) 的特殊需求: 直径在1. s m 以下时, 圆度要求2 拌m ; 粗糙度要求5 n m 。另一个例子是对用于同步加速器轨道发射(S O R )的椭圆形镜面进行快速切削, 结果是在长度为几十至上百毫米的高导无氧铜(O F H C co pPe r )上的加工精度为0. 13 拜m 、粗糙度为0. 0 43 拌m 。在易碎材料的镜面修整方面, 超精密加工也得到了极为广泛的应用。
超精密加工的发展依赖于超精密机床, 因而超精密机床的关键部分—精密定位测量系统始终为研究人员所重视。
1 激光测量系统及其发展
研制超精密机床, 需要有高精度的测量系统做保证, 特别是工作台的精密位移监测对机床加工精度有很大的影响。对于要求微量进给分辨率为0. 01 拌m 的刀架溜板来说, 其位移测量精度也要达到相应的数量级, 否则刀架溜板的进给量无法观察、控制, 其进给的高分辨率也就失去了意义。要完成高精度工作台位移测量, 需要解决测量原理和测量方法问题。
作为现代高精度位移测量技术, 双频激光干涉仪可以达到纳米级的测量分辨率, 是理想的高精度位移测量系统。
从1 9 60 年激光器出现以来, 由于它的单色性好, 空间相干性好, 方向性好和光强大等特点, 很快就成了精密测长的理想光源。1 9 6 2 年美国国家标准局开始利用H e 一N e 激光器作光源进行测长试验。1 9 6 5 年年底至1 9 6 6 年初, 美国国家标准局正式使用激光干涉仪作为l m 刻尺的日常鉴定工具。1 9 6 5 年英国国家物理实验室制成1 台H e -N e 激光干涉仪, 频率稳定性达到2 又10 一“ , 测量精度为0. 25 拜m , 在15 m in 内就能自动检完毫米间隔的标准米尺。1 9 6 5 年8 月, 美国T o ling a ndPr od uc ti on 杂志报道激光干涉仪开始投入现场,量程达s m , 精度为0. 5 产m 。
1 9 6 5 年, 继Z e e m a n 双频激光问世之后, Pol an yi 等人首先提出了双频激光干涉仪— 交流干涉仪。 由于双频激光干涉仪是采用外差干涉测量原理, 把被测的位移信息加在一个交流载波上, 因此光电接收器接收到的是一个交流载波信号, 信噪比高。而接收的信号由单频激光器调幅信号变成了调频信号, 故可实现高分辨率测量。
随着激光测长技术的不断发展, 1 9 6 9 年《菲利浦技术期刊》上最早介绍了双频激光干涉仪, 到1 9 7 0 年H ew le tt 一P a e k a r d 公司相继生产了双频的5 5 0 0 A型和5 5 2 5 A 型激光干涉仪, 投入市场。该产品采用外差法和多普勒效应计算条纹, 是一般的单频干涉仪的进一步发展。20 多年来各国都在研制开发双频激光干涉测量系统, 美、英、日等国都有了自己的产品。
产水平和技术指标还有待进一步提高。
2 单频和双频激光测量系统性能的比较
双频激光测量与单频激光测量的不同处在于, 双频激光测量是交流系统而不是直流系统, 因而可以从根本上解决影响测量系统可靠性的直流漂移问题。双频测量系统抗振性强, 不需要预热时间, 不怕空气湍流的干扰, 而空气湍流干扰正是造成激光干涉仪不良性能的最普遍的原因。
图ia 表示当可动反光镜移动时, 单频直流测量系统光电接收器的输出。这时光强环绕着计数器的触发电平起伏变化。如果光束强度的变化不正常或电源强度发生变化, 光电接收器的输出就有可能超越不过触发电平, 如图lb 所示。因此, 强度的变化可以使计数器的工作停止, 直到触发电平调整以后, 计数器才能恢复工作。上述强度变化的原因, 一是激光器的衰老, 但更为常见的原因是空气湍流的干扰, 使光束偏移或使其波面扭曲。对于时限较长的强度变化, 可以用调整触发电平的办法去克服, 但在现场使用的不利大气条件下, 光束强度的迅速变化, 任何触发电平调整的自动化都解决不了问题。
双频系统的优越性在于其距离信号是由交流载波传递而不是由直流波型传递的。交流放大器不同于直流放大器, 它不受输入直流电平变化的影响。双频激光测量无须进行周期性的电平调整,不存在调整光强和触发闽的问题。
另外, 单频激光测量只允许50 % 的信号损失, 双频激光测量则可允许信号损失达95 %。
3 超精密机床激光测量系统
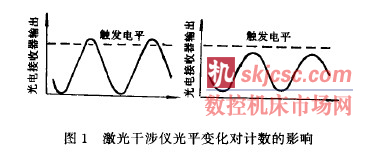
高精度的激光干涉测量系统是精密位移测量的决定因素。为了满足超精密机床定位测量精度的要求, 各国都在研究激光干涉测量系统的精度影响因素, 以及如何保证激光干涉测量系统在超精密机床的位移监测中达到固有的精度指标。目前, 在超精密机床研制方面水平最高的是美国, 美国L L N L 国家实验室、M or e 、V ni on C ar-bid e 、Pn e u m o Pr e e ision 等公司均在超精密机床研制与开发方面做出了卓有成效的工作。美国国防部高等研究计划局(D A R PA )投资1 30 0 万美元由L L N L 实验室于1 9 8 3 年7 月研制成功的L O D T M 大型超精密机床, 其激光干涉测量系统见图2 [ , 〕, 可加工小i 6 2 5 m m 义s o o m m 、重1 36 o k g 的工件。该机床采用高压液体静压主轴, 刚度大, 动态性能好。为实现超精密位置的确定,采用了精密数字伺服方式, 控制部分为内装式C N C 装置和干涉测量系统, 以保证随机测量定位。为了实现刀具的微量进给, 在IX 二伺服机构内装有压电式微位移机构, 可实现纳米级微位移。该机床采用恒温油淋浴系统, 油温控制在20 士S X l o 一喀℃ , 消除了加工的热变形。还采用了压电晶体误差补偿技术, 使加工精度达到0. 0 25拜m。该机床可用于加工激光核聚变工程的零件、红外线装置用零件以及大型天体望远镜零件, 可加工平面、球面及非球面, 是世界公认的当今最高水平的超精密车床。
英国G IT 技术学院所属的CU P E 精密工程研究所以其扎实的基础技术研究、卓越的研究成果和超群的开发能力而享有较高的声誉, 它是当今世界上精密工程的研究中心之一。
C U P E 成立于1 9 68 年, 在成立初期到70 年代末期, 该所主要从事精密加工机床、精密测量仪器及相关基础技、术的研究、设计和发展。进入80 年代后, 该所以其在70 年代积累起来的基础研究成果和设备, 对超精密加工、超精密测量技术进行了大量研究和开发。今天C U PE 主要从事纳米技术、超精密计量技术及相关的机器子系统的基础研究。为了将C U PE 的研究成果迅速转化成商品, 满足世界各地用户对C U PE 产品日益增长的需求, 1 9 8 7 年在CU PE 的基础上成立了C PE 精密工程有限公司,它拥有一个当今世界上最现代化的安装与测试实验室。除拥有各种先进设备外, 该实验室为恒温控制, 且为全封闭式, 7 天内室温变化可控制在1 ℃内。另外, C P E 还有一个超精密加工实验室, 为超净室, 其室温被控制在士0. 1 ℃ 内。这个实验室装备有多台超精密金刚石车床, 其中一台用于加工大型非常规光学零件的车床是世界上3 台精度最高的超精密机床之一。
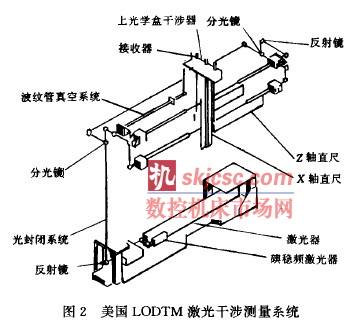
日本近年来花费大量人力物力, 开发、研究并生产超精密机床。日本光学、丰田工机、东芝机械、日立精工等公司在中小型超精密机床方面已达到很高水平。但在大型超精密机床方面落后于欧美,有关方面正疾呼以期赶超欧美。图3 为日本光学公司的L of so r 一G T M 型机床测量系统示意图。
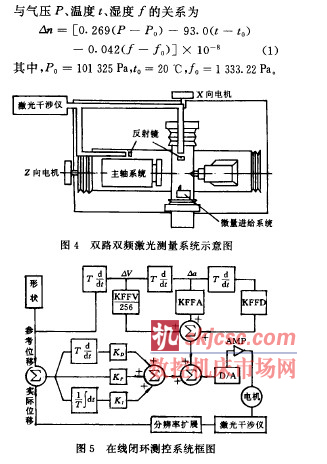
上述超精密机床中最重要的问题是超精密位置的确定技术。实现精密定位测量任务的测量方法首推双频激光测量系统。为了实现机床纵向和横向进给的同时监测, 在我们新研制的超精密机床上采用了双路双频激光测量系统, 如图4 所
示[’]。这一方案的提出, 在我国尚属首次。该系统的测控结构如图5 所示。由双频激光的多普勒效应获得的交流信号转换成脉冲后, 通过74 F 1 93集成电路转换成并行量, 经数据处理后, 实现电机的闭环控制。
因为双频激光测量是以光波长为基准进行的, 所以对波长的稳定性要求很高。环境空气的波动, 气压、温度、湿度的变化均影响空气折射率, 即影响光的波长稳定性。折射率的变化量
据此, 我们设计了一套波长补偿系统, 实现自动补偿, 以保证检测系统的分辨率为0. 01 拜m。为使系统硬件扩充和更换方便, 采用了模块式结构,级板联接为S T D 标准总线。同时采用多层布线以使机械结构紧凑, 布局合理。数据采集系统采用通用G P 一IB 总线与主机通讯, 使检测系统的接口实现标准化。
如果您有机床行业、企业相关新闻稿件发表,或进行资讯合作,欢迎联系本网编辑部, 邮箱:skjcsc@vip.sina.com








