
何为数控机床位置精度,就是指一台机床的刀尖所能够达到控制系统程序设定的目标位置的能力,也是用户最为关注的技术指标及所能够满足加工精度的需求。
1. 激光干涉仪测量原理
激光器发射单一频率光束射入线性干涉镜,然后分成两道光束,一道光束( 参考光束) 射向连接分光镜的反射镜,而第二道透射光束( 测量光束)则通过分光镜射入第二个反射镜,这两道光束再反射回到分光镜,重新汇聚之后返回激光器,其中会有一个探测器监控两道光束之间的干涉( 见图1) 。
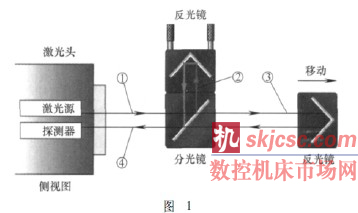
若光程差没有变化时,探测器会在相长性和相消性干涉的两极之间找到稳定的信号。若光程差有变化时,探测器会在每一次光程变化时,在相长性和相消性干涉的两极之间找到变化信号,这些变化会被计算并用来测量两个光程之间的差异变化。
2. 激光干涉仪的用途
激光干涉仪是一种以波长作为标准对被测长度进行测量的仪器。激光干涉仪是20 世纪60 年代末期问世的一种新型的测量设备,由美国HP 公司研制成功并于1970 年投入市场,随即受到了相关行业特别是机床制造业的重视,其主要在: 线形、角度、垂直度、直线度、平面度等方面上应用。随着激光干涉仪测量技术的不断提高,测量软件的不断开发其测量范围越来越广泛,特别是在测量数控机床位置精度方面用途最为广泛。
3. 激光干涉仪测量数控机床位置精度
( 1) 测量环境激光干涉仪检测数控机床位置精度的最为理想测量环境是在20℃ ± 2℃ 条件下进行。由于测量数控机床位置精度过程中工作现场很难控制在标准恒温条件下进行,因此必须充分考虑测量环境的变化所引起的测量误差。好在激光干涉仪本身具备自动补偿功能,它可根据测量环境的空气温度、相对湿度、空气压力和3 个材料温度传感器的变化情况对激光光束波长进行自动修正补偿。但是在激光测量采集数据过程中避免突发冷热气流的产生,特别指出的是数控机床的传动系统滚珠丝杠和光栅尺等所产生的综合热效应是影响数控机床位置精度的主要误差来源。
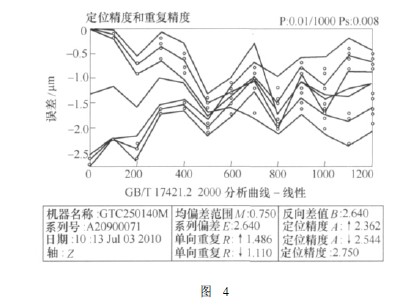
( 2) 测量标准根据GB17421. 2—2000 评定标准《机床检验通则第二部分: 数控轴线的定位精度及重复定位精度的确定》进行评定。通常数控机床位置精度包括: P 为定位精度; Ps为重复定位精度; Pa为位置偏差; U 为反向偏差。这些评定关键项目,往往是用户最为关注,并且由此来评定机床精度的重要依据。
( 3) 测量准备工作在激光干涉仪测量机床前必须保证被测机床的几何精度合格。主要包括: 确保激光干涉仪校准系统完好、有效、准确、可靠,确保机床整机几何精度检验合格,确保被测机床具备检测条件,确保机床控制系统参数设置正确,确保机床滑动部位运动自如,确保测量过程中工作环境温度的恒定。
4. 测量方法
( 1) 安装调试激光干涉仪的线性折射镜和线性反射镜的安装尽量选择机床测量轴线位置( 刀具实际工作范围内) ,可以减少产生阿贝误差( 见图2) 。线性折射镜一般安装在机床固定位置上( 机床主轴位置) ,线性反射镜一般安装在机床可动位置上 ( 机床回转刀架位置) 。特别指出的是线性折射镜与激光头安装位置尽量靠近,因为它们之间是盲区,激光干涉仪自动补偿功能无法进行,将会产生死程误差。在调试线性折射镜和线性反射镜的光路时尽
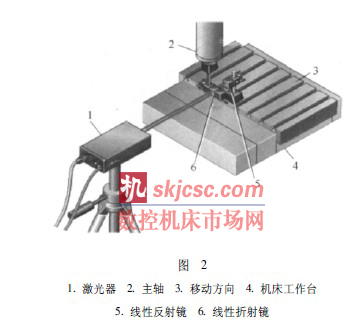
量使激光头放射的两束平行光的光路相互一致。但是我们在实际调试光路时由于操作水平及安装环境条件限制,可能产生光路的偏移,同时也就产生余弦误差。不过我们在实际测量中做过试验返回到激光头光路的偏移量在0. 5mm 范围内,将不会影响机床测量精度。如果光路偏移量过大,光路信号不在测量区域范围内,也就无法测量了。
( 2) 确定测量目标位置根据GB17421 评定标
准中规定,机床规格小1 000mm 取不少于10 个测量目标位置,大于1 000mm 测量目标位置点数适当增加,一般目标值取整数,但是我们建议在目标值整数后面加上三位小数。主要考虑机床滚珠丝杠的导程及编码器的节距所产生的周期误差,同时也考虑机床全程上各目标位置上得到充分地采集。
( 3) 确定采集移动方式采集数据方式有两种:一种是线性循环采集方法,另一种是线性多阶梯循环方法。GB17421 评定标准中采用线性循环采集方法。测量移动方式: 采用沿着机床轴线快速移动,分别对每个目标位置从正负两个方向上重复移动五次测量出每个目标位置偏差,即运动部件达到实际位置减去目标位置之差。
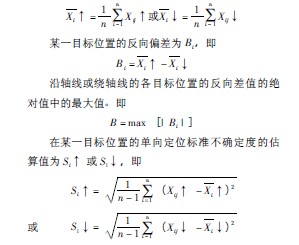
( 4) 评定方法采用双向计算方法进行评定机床的位置精度。目标位置为Pi,下标i 表示移动目标位置中的指定位置。实际位置为Pij,下标j 表示移动第j 次向第i 个目标位置移动时实际到达的位置。目标位置偏差为Xij,Xij = Pij - Pi。正、负方向目标位置为Xij↑、Xij↓。某一目标位置的单向平均位置偏差为Xi↑或Xi↓,即
5. 结语
测量数控机床位置精度的方法很多,但最重要的是看合同书上标注的所采用的那种评定标准。各国家有各自不同的评定标准及测量方法,好在我们有一个可以共同遵守的国际标准ISO230—2: 1997。目前我国采用的GB/T17421. 2—2000 标准是依据ISO230—2: 1997 标准修订演变过来的,两个标准在数据分析数理统计和测量结果上是完全一致,完全可以等同采用。
如果您有机床行业、企业相关新闻稿件发表,或进行资讯合作,欢迎联系本网编辑部, 邮箱:skjcsc@vip.sina.com








