
菲迪亚C 系列数控系统机床是一种高精度、高效率的自动化设备。该系列机床具有两套测量反馈系统[1],一套是由伺服电动机及编码器构成的半闭环系统,实现对速度控制;另一套由光栅尺构成的全闭环系统,实现对位置的控制。在数控机床的制造及使用周期中,两种测量反馈系统经常需要进行手动切换实现位置控制,切换时不仅需要单独运行BRUCO 软件,进行驱动部分参数的设置,而且还要在用户操作界面下设置轴参数,激活相应的补偿数据,进行数控系统的初始化[2]。以上手动切换过程繁琐,极易出错,通常要求具有丰富经验的调试、维护人员进行操作[3]。为了提高工作效率,实现测量系统简单、可靠的切换,本文通过对菲迪亚C 系列数控系统界面开发技术及测量系统切换机制的研究,利用菲迪亚系统的用户接口功能,在系统界面上集成可视化的操作软键,结合AUCOL 编程语言,开发出测量反馈系统的自动切换功能,并成功应用于GMC820u 五轴数控机床。
1 测量系统切换控制原理
菲迪亚C 系列产品是基于PC 的数控系统。其数控系统由用户界面和CNC 控制两部分组成。用户界面运行在WindowsXP 操作系统环境下,CNC 控制部分通过菲迪亚的CPU5 控制板实现程序运行、轴控制等功能,是现代的开放型结构,其控制原理[1]如图1。
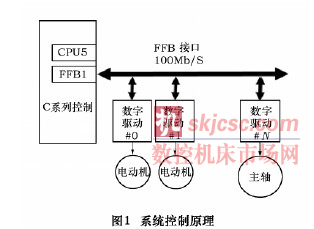
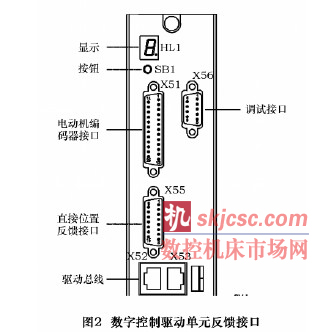
菲迪亚C 系列产品控制核心为CPU5 板,通过PCI 插槽安装在工控机的主板上,实现数控系统所有的功能,其中FFB1 控制板为系统的通讯接口,经高速现场总线,与数字驱动单元进行通讯,接收来自CPU5板的控制指令,完成系统对坐标轴的位置、速度控制。数字驱动单元反馈接口如图2 所示。数控系统的位置控制有两种实现方式,一种是通过伺服电动机上的编码器反馈,经接口X51 实现位置和速度控制,构成位置半闭环伺服系统; 另一种由光栅尺直接进行位置反馈,经直接位置反馈接口X55 实现位置控制,构成位置全闭环伺服系统。通过设置不同的驱动参数、轴参数( 表1) ,实现全闭环和半闭环的切换。
为了实现数控系统对机床运动部件的精准控制,完成对测量反馈系统切换后,需要利用数控系统本身所具有的反向间隙误差补偿、丝杆螺距误差补偿功能,对各个坐标轴的位置精度进行补偿,保证机床的加工精度。使用补偿指令如下:
G102; 补偿开始
G100; 补偿结束
补偿格式: N. . X. . R. . E. .
N: 顺序号
X: 轴名及补偿坐标值
E: 补偿值
R: 反向补偿值
例如: N20 X 120. R. 15 E. 25

为了实现数控系统对机床运动部件的精准控制,完成对测量反馈系统切换后,需要利用数控系统本身所具有的反向间隙误差补偿、丝杆螺距误差补偿功能,对各个坐标轴的位置精度进行补偿,保证机床的加工精度。使用补偿指令如下:
G102; 补偿开始
G100; 补偿结束
补偿格式: N. . X. . R. . E. .
N: 顺序号
X: 轴名及补偿坐标值
E: 补偿值
R: 反向补偿值
例如: N20 X 120. R. 15 E. 25
2 自动切换功能开发
测量反馈系统的自动切换功能需要两个独立的按键分别实现全闭环、半闭环的切换控制。由于菲迪亚系统提供的用户自定义键数量有限,所以需要通过界面开发扩展用户按键,满足功能开发的需求。
2. 1 界面开发
菲迪亚C 系列产品提供3 种界面开发形式:
( 1) 用户软键扩展
通过系统操作界面选项菜单,实现用户自定义键的扩展。可在操作界面定义100 个用户化软键。
( 2) 用户化界面
通过系统提供的编程语言,建立CUSTOM. VID 文件,形成用户化的按键及界面。但需要外购编程手册。
( 3) VSKP 软件扩展按键
通过菲迪亚提供的VSKP 软件扩展用户化特色软键。用户可更改按键界面,形成自己的界面风格,但需要按其提供的编程格式编写配置文件。
基于满足功能开发需求,减少额外编程工作量,本文采用第一种方法,即通过在系统初始化文件( Fidia. ini) 内的[WS]区域下增加“CustomVertKey = CUSTOM”实现用户软键扩展,界面如图3 所示。
当按下“CUSTOM”软键后,会打开一组空白水平软键,通过“Custom keys”定义用户化的特色软键,即按键“X LINE”、“Y LINE”、“Z LINE”、“X MOTOR”、 “Y MOTOR”、“Z MOTOR”、“A LINE”。
X、Y、Z、A—分别表示坐标轴;
LINE—表示全闭环;
MOTOR—表示半闭环。
2. 2 功能实现
通过扩展的用户软键,利用AUCOL 编程语言提供的WRITEP 更改参数指令以及NCBLK 块执行指令,开发全闭环与半闭环参数及补偿数据自动切换。
每个水平软键有两个内存位,MDSKnn 和MDLKnn,当按下图3 所示用户扩展按键时,系统会通过两个内存位实现与AUCOL 编程语言的交互。本文以X 坐标轴为例,实现测量系统的自动切换。

1) 全闭环、半闭环自动转换
使用AUCOL 编程语言,在编写的PLC 程序内增加子进程,通过处理两个内存位,利用WRITEP 写参数指令实现全闭环、半闭环驱动参数、轴参数的更改及生效。主要指令如下:
ACL MDSK00 按键判断;
IFNE JUMP ONE020 跳转;
ONE020:
WRITEP 0L,"
FDP0065 XM" 参数更改;
WRITEP 1B,"
FDBRESET" 参数生效;
PEND 进程结束。
( 2) 补偿数据切换
在plcblk. set 文件内增加补偿数据,格式如下:
[MX0 = X0. E0 R0] 半闭环补偿数据;
[LX0 = X0. E0 R0] 全闭环补偿数据。
以上补偿数据,可以根据实际补偿需要进行任意扩展。对补偿数据进行更改及生效的子进程如下:
NCBLK G102 补偿开始;
TSTP " FDP0065 XM" 全闭环、半闭环判断;
IFNE JUMP ONA030 跳转全闭环补偿;
NCBLK MX0 半闭环补偿数据;
JUMP ONA040 跳转补偿结束;
ONA030: NCBLK LX0 全闭环补偿数据;
ONA040: NCBLK G100 补偿结束;
PEND 进程结束。
3 结语
通过对菲迪亚界面开发及测量系统切换机制的研究,实现了按键操作完成测量反馈系统的自动切换。该功能在GMC820u 五轴机床[4]的实际应用,能有效地保证机床的稳定运行[5 - 6]。在安装、调试及维修过程中,不仅操作方便、实用性强,而且极大缩短了切换操作时间,提高了工作效率。
如果您有机床行业、企业相关新闻稿件发表,或进行资讯合作,欢迎联系本网编辑部, 邮箱:skjcsc@vip.sina.com








