
多齿圆分度的精度很高, 可以同电磁分度、光栅分度等精密圆分度技术相比。除了精度高, 精度稳定性好以外, 还有系统的刚性好, 承载能力大, 自动定心好, 不受正反方向分度影响等特点, 且结构简单,制造和使用方便, 加工费用也较低。因此, 越来越广泛地应用于较精密的机械与量仪中。
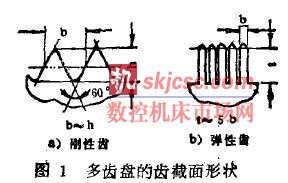
多齿分度盘的齿有刚性齿与弹性齿, 见图1 。
我厂80 年代初试制出1 4 4 牙, 三角形齿形的多齿分度盘。其分度圆精度达到了相邻齿0 . 27 尸(秒) 和最大积累误差。. 3 ″(秒) , 重复定位精度0 . 0 2 ″(秒)。
该多齿分度盘用于专用齿轮磨床上作分度元件, 可以满足三级齿轮加工分度的需要。此后, 为了扩大分度圆数目和提高分度圆精度, 在14 4牙多齿分度盘的基础上, 设计试制精密多齿分度盘D z i 4 4 。, 见图2 。此盘i 魂4 0牙, 6 0 。三角形齿形, 材料为3 8 Cr M o A IA 。主要技术要求:
(1) 上下齿盘啮合时, 两齿盘的基准端平面(A 》与(B )相互平行。. 001 5 m m , 与节平面平行0 . 00 1 m m。
(2 ) 上下齿盘啮合时, 两齿盘基准外圆轴线与啮合轴线重合0. 0 0 1 m m, 与节平面垂直。. 0 0 1 m “ .
(3 ) 任意齿啮合分度误差士0 . 1 ″ (秒)。
(4) 基准外圆圆度0 . 0 01 “ In , 基准端平面平直度o . 0 0 1 m 。( 只许中间凹) 。
(5) 上下齿盘的齿面及基准外圆和基准端平面氮化处理: T ~D0 . 5 -9 0 0 。
多齿分度盘的分度情度是其主要技术指标。分度精度又基本上取决于多齿分度盘的制造精度和精度的稳定性。就已往的经验来看, 分度精度取决于研齿加工(无限研齿是否有意义, 尚待探讨) 。但研齿之前, 必须有适当的精度, 才能保证减少研齿工作量和可能达到的精度。刚性硬齿的研前磨齿加工是重要的。特别对于齿部尺寸较小(齿高在lm 二以下)的刚性硬齿, 磨齿尤为重要。磨齿可以在一次安装中直接完成齿形, 而且齿的精度较高, 表面粗糙度参数值较小, 从而为研齿提供良好的基础, 大大降低了研齿的工作量。
按D 2 1 4 ) 。分度盘的设计要求, 本厂的工艺条件。以及工艺试验和已往制造经验, 所拟订的加工工艺路线如下。
( x ) 毛坯(锻件) 调质(2 )粗车(3 ) 消除应力(连)精车(5 ) 粗平磨(齿顶面、基准端平面) (6) 金相检杳(7) 磁性探伤(s) 钳划线(9) 钻孔、攻丝(1 0) 粗外磨( 1 1) 粗内磨(1 2 ) 钳装闷头(1 3 ) 气体氮化 ( 1 4 ) 冷冻定性处理( 1 5 ) 半精磨(齿顶面及基准端平面) ( 1 6 ) 半精外磨( 1 7 ) 来精内磨(.1 8 ) 精磨 (齿顶面及基淮端平面) ( 1 9 ) 精外磨( 2 0 ) 精内磨 (2 2 ) 粗磨齿(2 2 ) 精磨齿(2 3 ) 粗研齿(2 4 ) 修磨基准端平面( 2 5 ) 修磨外圆( 2 6 ) 修磨内圆(2 7) 钳拆闷头(2 8 ) 精研齿( 2 巴) 研基准端平面‘劝) 光磨外圆‘3 扮终研齿‘3 2 )修研基准端平面(3 3) 终磨基准外圆《3 4) 清洗(35 ) 终检精度(按图纸全面技术鉴定) 。其中工孚(2 4 ) , (2 9 ) , (3 2 ) 之前, 都必须插人检测基准外圆相对于啮合轴线的跳动方向及大小, 检浏基准端平面相对于啮合节平面的跳动方向及大小轴以便下道工序修正。其中工序( 2 8 ) 精研齿必须经过多次循环反复。每次循环后都进行清洗, 检验分度精度, 直至达到设计要求, 方可转人下道工序。现仅就磨齿工序作简要介绍。
一、磨齿条件
1 . 齿坯
齿坯经过锻打 ‘热处理及粗、糟加工, 基准端平面的平直度达到0.00 2 , ” 左右, 基准外圆圆度及与基准端平面之间的垂直度均在0 . 0 02 ~ 0 . 0 03 mm基准表面氮化层厚度大于0. 1 5 mm(齿部厚度大于全齿高) 。
表面粗糙度为R o 0. 2 ~ 0 . 0 2 5 μm 。除齿部外, 多齿分度盘的全部细部构造均已加工完毕, 并符合设计要求。
2 . 加工条件
整个磨齿过程及必要的中间检浏工作, 最后鉴定, 都必须在20 “ 士1 ℃ 的恒温清洁的试内进行。工作场地无振动, 无强的冷热气流冲击。操作人员及所育用具都应保持清洁。
3 . 机床
磨床主轴的旋转精度较高。轴向窜动及径向跳动均应小于0. 0 03mm , 工作合表面的平面度0.005/300×1000mm, 并且与工作台运动方向平行0.01/1000mm, 砂轮主轴轴线与工作台表面平行0.02/250mm. 工作台运动速度可以在50~3000mm/min中间任意调节, 最好附有吸尘装置。
4 . 夹具
磨夹具基本上可分正弦台式夹具座、粗分度机构及光学对线细分度装置三部分。图3 为磨夹具简图。
夹具座由圆柱1 和夹具垫座10组成。1 和10 由螺钉固定为一体。夹具垫座刚性较好, 作为下齿盘8 的支承基准面, 因此上平面度很高, 以保证接触良好。
下凹部面作为圆柱基准面, 保证两自柱安装后平行, 同时与上平面平行。两根圆柱均淬硬, 且已精加工( 圆柱度0. 0 2 m m )。圆住直径由夹具安装时调整β0角度来确定。如图4 所示, 严格控制L及d1/d2尺寸,, 即可得到精确为β0值。一般控制到10″以内. β0角是保证被磨工件在磨齿时基准面(A 或B 倾斜, 使节平面处于水平位置, 从而保证磨出的齿在齿长及齿深方向均变化较小, 有利于啮合)
粗分度机构主要是一对1 4 组牙的精密多齿分度盘,以及相应的抬起机构组成。这对齿盘除了齿数和精度 (任意齿分度误差和累积误差均小于0. 3 ” ) 以外, 其它完全和D z 1 4 4 。相同。利用它可将圆周精确池等分为14 4 份, 配预细分度装置, 将圆周分为1 4 4×l0 的等份. 分度时转动凸轮1 ; , 推动顶杆。带动平面轴承5 、上齿盘7 和工件1 2 上升, 使得上、下齿盘脱开啮合。推转上齿盘7 转动‘ 齿, 然后反转凸轮, 使之在自重作用下全部复位。此时上下齿盘在新的位置啮合并自动定心, 完成一次粗分度。顶杆上部作为上齿盘升降时导向及转动时初定心, 因此它与上齿盘向有适当的配合间隙, 既可保证起到导向定心作用, 又不妨碍上下齿盘精确的自定心。
细分度装置主要由精密刻尺2 及读数工具显微镜8 组成。精密刻尺由动尺(游标尺) 和定尺构成。定尺只有两条刻线, 动尺有n 条刻线。刻线间距都相等, 长度等于安装圆周上的细分度了弦长。间距最好用凑安装半径的方法懂之为一位或二位数(此处取0.8mm) , 以便于刻尺刻线, 刻线间距精度为0 . 002 m m 。读数显微镜用于观察精密刻尺对线, 使之对准, 同时校核分度数值, 读数显微镜固定分划板有10 格, 每格0 . 1 mm。活动分划板的指示值为0.001mm 。
安装精密刻尺及读数显微镜时, 使各“0” 位对准然后固定读数显微镜及定尺于夹具垫座上。动尺与夹具体14固定在一起。夹具体与下齿盘8 紧密配合, 可以一同转动。
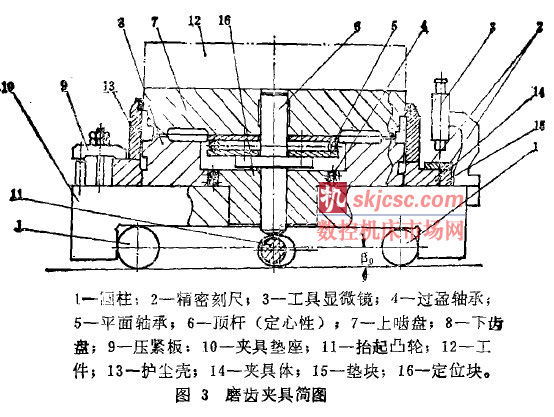
定位头16 与夹具垫座压配合, 定下齿盘8 的旋转中心。过盈轴承(滚珠密植轴承) 过盈量只有几个微米, 用选配钢珠尺寸或定位头16 的尺寸来达到。钢珠为1 级精度, 并要求等直径1 林m 左右。过盈轴承可保证下齿盘连同夹具体和动尺一道绕16 转动, 均匀自如。
在无精密刻尺或读数显微镜时, 可以稍加改动夹具, 运用正弦规原理及定尺寸精密块规, 也可以进行细分度。
5 . 砂轮
砂轮是磨齿工艺中头等重要的向题。砂轮特性能否满足磨削需要, 是能否磨出合格的研前齿形的关键。
由磨齿的特点分析, 砂轮应具有下列特点。
(1) 修正截形, 并能较好地在磨削中保持持久的截形, 即耐用度高。这是至关重要的, 要求磨出的全部齿槽深度相差小于5 %。( 2 )有良好的切削性能,磨削效率高, 所磨齿面粗糙度值低。( 3 ) 砂轮制造简易, 价格合理。
经过调查, 试验, 研究与对比, 选用立方氮化砚为磨料, 经过专门设计与特殊订货制造的成形砂轮较为适用。
砂轮基本结构如图5 所示。砂轮基休材料为铝合金。切削部份(三角形区域) 为磨料。
立方氮化硼磨料粒度在粗磨时较粗, 精磨时应较细。树脂粘接, 中软硬度。这种砂轮基本上能满足使用要求。切削效率及耐用度比普通磨料砂轮优良得多, 修正也方便、然而这种砂轮的边缘还不能修整到完全满足使用要求。即顶部过渡圆弧半径不能达到要求的0 . 05 m m 以内,即使修正到了, 在磨削中将很快会磨损。目前这种砂轮造价与人造金刚石砂轮相当。
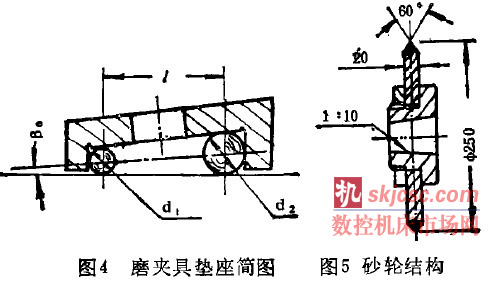
砂轮切削部份呈三角形截形。在修正时, 为保正截形对称性及粗精磨两砂轮装于机床主轴时位置一致, 采用了专门设计制造的修磨砂轮的心轴。砂轮连同发兰盘先装于心轴上经过静平衡。修磨砂轮是在较精密的外圆磨床上进行的。
如果您有机床行业、企业相关新闻稿件发表,或进行资讯合作,欢迎联系本网编辑部, 邮箱:skjcsc@vip.sina.com








