
摘 要:风电轴承是风电装备的关键零件,而套圈作为轴承的核心组件,对轴承服役寿命以及主机运行可靠性至关重要。环件径轴向轧制是制造各种大型无缝轴承套圈、回转支承、法兰环件的先进回转塑性成形工艺。目前,风电装备中应用的各种球轴承,其套圈滚道均是通过切削加工成形,材料浪费多,加工效率低,且滚道金属流线分布差,削弱了套圈的力学性能。文章以典型的大型双滚道风电轴承套圈为对象,开展其滚道轧制成形数值模拟和实验
研究。通过环件轧制工艺理论分析,提出了主要工艺参数设计方法;建立套圈径轴向轧制热力耦合有限元模型,通过模拟分析,对轧制进给规程进行优化;根据模拟结果,开展了轧制实验,成功轧制成形出合格的双滚道轴承套圈。该文研究实现了大型风电轴承套圈滚道直接轧制成形,为风电以及其他领域用大型轴承套圈、回转支承环件节能节材的先进制造,提供了有效的工艺理论指导。
关键词:风电轴承;套圈;滚道;环件径轴向轧制;数值模拟
引 言
风电轴承是风电机组的关键零件,也是当前风电装备国产化的瓶颈。作为轴承的核心组件,轴承套圈的性能对轴承服役寿命及主机安全可靠运行至风电轴承套圈为代表的直径1m 以上大型异形截面环件,其传统的主要制造工艺为自由锻扩孔和切削加工,即先在压力机上通过芯轴扩孔制得矩形截面环锻件,然后通过机械切削加工出截面轮廓。传统制造工艺存在能耗高、材料利用率低、效率低、质量性能差等诸多缺点,无法满足风电轴承市场提出的高效、低耗、优质生产制造需求。
环件径轴向轧制是一种制造大型无缝环件的塑性回转成形新工艺[1],其原理如图1所示。驱动辊作主动旋转;芯辊作径向直线进给和被动旋转,两辊构成径向孔型;上、下轴向锥辊作主动旋转和水平后退移动,同时上锥辊作轴向进给,两辊构成轴向孔型;两个导向辊在轧制过程中紧贴环件外表面,随环件外径扩大作平动运动,以保证轧制稳定性和成形环件圆度;在上述轧辊的综合作用下,环坯在回转过程中反复进入径向和轴向孔型,经过多转连续局部塑性变形积累,使其直径扩大,壁厚和高度减小,截面轮廓成形。相比传统工艺,环件径轴向轧制具有低耗、高效、优质的显著技术经济特点,已成为高性能大型无缝轴承套圈、齿圈、法兰环不可替代的先进成形制造技术。

环件径轴向轧制过程是一个多参数耦合作用下的动态变形过程,轧制过程中径向和轴向变形区相件径轴向轧制变形规律,和为工艺设计提供有效科学指导,有关学者先后开展了相关的理论研究。文献[2]最早分析了环件径轴向轧制过程变形特征;文献[3]研究了环件径轴向轧环机可轧区;文献[4]比较了外沟槽截面回转支承环件径向轧制和径轴向轧制工艺;文献[5]研究了环件径轴向轧制刚度条件;
文献[6-7]利用ABAQUS/Explicit动力显式有限元法,建立了环件径轴向轧制三维热力耦合有限元模型,并分析了轧制过程热力学变形行为;文献[8]开展了带涂层环件径轴向轧制三维建模和成形参数优化模拟分析;文献[9]通过解析计算和数值模拟分析,提出了环件径轴向轧制稳定条件。然而,现有的环件径轴向轧制研究大多集中于形状简单的矩形或近矩形截面环件,对复杂截面环件研究较少。而对于异形截面环件,由于轧制过程中周向直径扩大与径向截面充型并非同步进行,金属流动和变形规律更复杂,给工艺设计与过程控制提出了更高难度。由于缺乏工艺理论研究指导,致使目前环件径轴向轧制实际工艺应用主要集中于矩形截面环件制造。如风电装备中典型的双滚道轴承套圈,通常是先简单轧制获得矩形截面环锻件,然后再切削加工沟槽,不仅消耗大量材料和工时,而且无法获得仿形的金属纤维流线分布,产品力学性能差。
本文以大型双滚道面风电轴承套圈为对象,开展其径轴向轧制成形工艺模拟和实验研究,以期实现其滚道直接轧制成形,为大型复杂截面环件径轴向轧制工艺应用提供科学指导。
1主要轧制参数合理的设计范围
1.1 轧制比和径轴向变形量比值
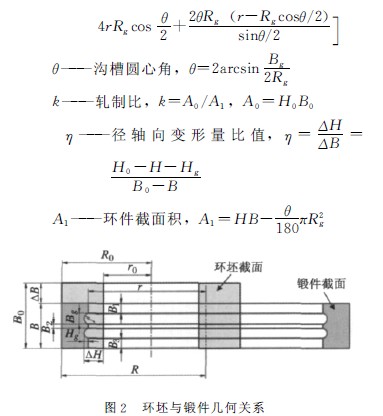
根据图2所示初始环坯与轧制成形套圈锻件的几何关系,基于环件轧制工艺理论和塑性变形体积不变原理,确定环坯尺寸计算公式为:
由式(1)可知,在已知锻件尺寸情况下,环坯尺寸取决于轧制比和径轴向变形量比。文献[10]提出了环件径轴向轧制不同变形情况下轧制比的设计方法。而环件径轴向轧制中,为了抑制环件轧制过程中端面凹陷和表面折叠现象,环坯径向和轴向变形量比值可根据锻件的高厚比有效设计[11]。由文献[10-11],并根据本文研究对应的轧制变形模式,确定轧制比和径轴向变形量比为:
![]()
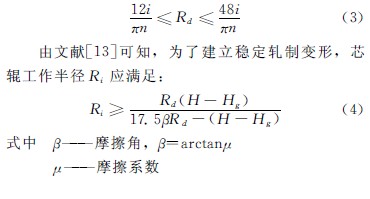
式中 Ri———芯辊工作半径驱动辊和芯辊工作半径为保证大型环件径轴向轧制的稳定性,轧制线速度应控制在0.4m/s~1.6m/s之间[1]。而当轧环机设备确定后,轧环机主电机转速n、减速机减速比i和驱动辊转速nd则为定值,且有nd=n/i。根据上述条件可确定驱动辊工作面半径Rd范围为:
1.3 进给速度
根据文献[12]可知,为了实现环坯顺利咬入孔型并被塑性穿透产生连续轧制变形,芯辊径向进给速度vr应满足如下条件:

此外,轧制中为保证径向轧制与轴向轧制同时完成,芯辊径向进给速度vr与上锥辊轴向进给速度va之间应满足如下关系:
![]()
2 有限元建模与模拟分析
2.1 三维热力耦合有限元建模
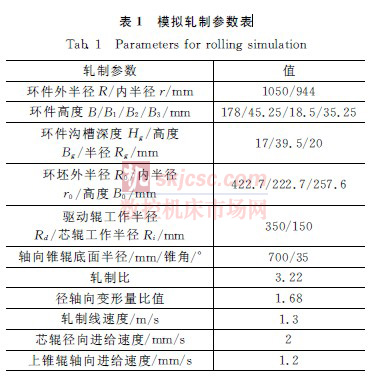
以在D53K-3500 数控径轴向轧环机上轧制42CrMo合金钢材质的风电轴承双滚道套圈为例,根据环件几何尺寸和上述公式,结合实际轧环机设备参数和轧制工艺条件,确定相关轧制参数如表1所示。
文献[7]是本文的前期工作,开展了42CrMo合金钢环件径轴向轧制三维热力耦合有限元建模研究,详细描述了建模的关键技术,并在D53K-3500轧环机上对模型可靠性进行了实验评定。本文基于前期建模研究基础,根据表1中参数,在ABAQUS模拟软件下建立双滚道套圈径轴向轧制三维热力耦合有限元模型,如图3所示。

42CrMo合金钢材料高温本构方程与热力物理性能参数参照文献[7]。模型采用动力显式有限元算法,以避免隐式算法求解非线性大变形问题存在的时间消耗多和计算不收敛问题[12]。采用质量缩放技术,确定有效的质量缩放方法,并在保证计算精度的前提下提高计算效率[13]。轧辊与环件之间接触采用库仑摩擦模型,摩擦系数为0.35[7]。模型选用8节点六面体热力耦合线性减缩积分单元(C3D8RT)进行均匀网格划分,采用ALE自适应网格重构技术,控制变形过程中的网格畸变。
2.2 模拟结果分析
模型总单元数为26364,整个模拟程序在HPZ800工作站上运行约45h。图4a为轧制成形锻件与初始环坯的俯视图,可以看出,成形锻件的圆度较好;图4b为成形锻件沿对称面剖开的截面等效应变上下端面以及外表面的成形效果都较好,但是滚道区域填充不充分。
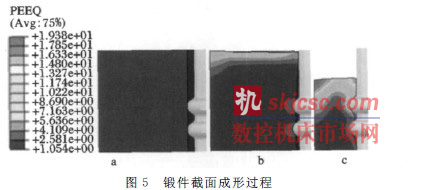
图5为轧制中锻件截面成形过程,可以看出,初始时刻环坯内表面仅滚道处与轧辊接触,接触位置在环坯轴向靠下位置,如图5a所示;随着上锥辊向变形,其内表面上部先与芯棍接触,接触线从上至下呈现一定锥度,此时沟槽处金属开始填充,如图5b所示;轧制结束时,上滚道填充较好,而滚道中间区域和下滚道充填不太充分,如图5c所示。
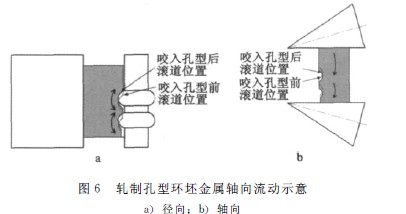
由模拟结果可知,锻件主要成形问题为滚道金属填充不充分。分析其原因,可能与轧制过程中金属轴向流动行为有关。图6分析了轧制径向和轴向孔型中环坯金属轴向流动行为。从图中可以看出,轧制一转过程中,轴向孔型中,在上锥辊向下进给作用下,金属沿向下流动,滚道的位置也会向下偏移,如图6b所示;径向孔型中,由于滚道位置经过轴向孔型后发生向下偏移,此时滚道上半部分金属仍与芯辊沟球接触,并受其挤压而正常填充,但滚道下半部分金属会偏离芯棍沟球,无法受其挤压而正常填充,如图6a所示。虽然滚道处金属受沟球挤流,但如果向下分流的金属不足以补充滚道下半部分的偏移损失,则滚道下半部分就不能完全充型。
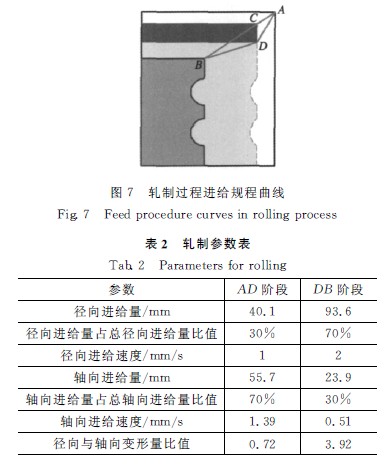
由上述分析可知,要消除滚道充型缺陷,需要减小滚道位置在轴向孔型向下偏移产生的不利影响,同时促进滚道下半部分金属在径向孔型中的流动填充,这就需要合理分配环坯径向和轴向的变形量。当环坯尺寸确定时,其径向和轴向总变形量一定,则可以通过改变进给规程来阶段性调控轧制过程中环坯径向和轴向变形量分配,如图7所示。曲线ACB 为初始模拟的进给规程曲线。采用该进给规程时,由于径轴向变形量比值偏小,导致滚道下半部分不能完全充填满。曲线ADB 为改变后的进给规程曲线,该进给规程分为两阶段,即第一阶段以轴向轧制为主,该阶段径轴向变形量比值较小,主要进行环坯轴向高度的轧制;第二阶段以径向轧制为主,该阶段径轴向变形量比值较大,主要进行环坯径向壁厚的轧制。具体轧制进给参数如表2所示。
采用改进的进给规程进行模拟分析,成形结果如图8所示。由图8a可以看出,成形环件的圆度仍然较好。由图8b可以看出,锻件滚道充型较好,没有出现明显的未充满缺陷,从而说明修改的进给规程是有效的。分析其原因,修改后的进给规程在第一阶段增大轴向进给量和进给速度,以轴向轧制为
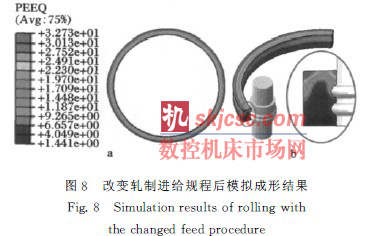
主,使环坯轴向变形主要发生在滚道成形初期,从而削弱由于轴向变形引起的滚道偏移对滚道成形的影响;在第二阶段增大径向进给量和进给速度,以径向轧制为主,使环坯金属产生充分的径向变形,从而促使金属径向流动填充孔型。因此,通过合理的阶段性分配径向和轴向变形量,促进了滚道的充分成形。
3 轧制实验
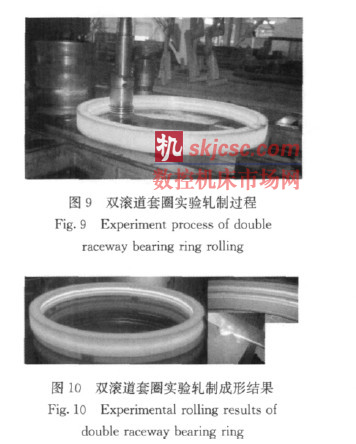
参照模拟轧制参数和修正后的轧制进给规程,在成都天马铁路轴承有限公司D53K-3500数控径轴向轧环机上,开展了该风电轴承双滚道套圈轧制工艺实验。轧制过程和成形结果如图9、图10所示。
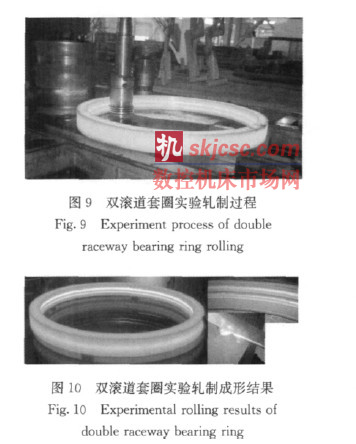
由图10可以看出,轧制成形锻件外形无明显缺陷,滚道成形充分,与芯辊孔型贴合度较好。表3比较了标准锻件与模拟和实验锻件尺寸。其中,模拟锻件外径、内径和高度为在锻件外圆、内圆和端面不同位置测量取平均值;实验锻件尺寸通过红外线测距仪和游标卡尺测量。通过比较可知,第一次模拟由于滚道成形不充分,多余金属沿周向流动致使锻件直径偏大,而第二次模拟和实验所得锻件外径、内径和高度均满足标准锻件尺寸要求。从而证明了上述工艺的可行性。
4 结 论
本文以大型双滚道风电轴承套圈为对象,开展了其滚道轧制成形工艺模拟和实验研究。通过理论计算、数值模拟和实验测试,提出了可靠的轧制工艺参数设计方法,分析了其轧制成形缺陷和原因,优化了轧制进给规程,最终轧制成形了满足尺寸要求的双滚道轴承套圈。本文研究结果可为大型风电轴承套圈和回转支承精确轧制成形制造提供有效的工艺理论指导。
如果您有机床行业、企业相关新闻稿件发表,或进行资讯合作,欢迎联系本网编辑部, 邮箱:skjcsc@vip.sina.com








