
摘要 风电增速箱行星齿轮锥孔作为双列圆锥滚子轴承的外圈使用, 尺寸精度要求高, 加工和测量难度大。通过设计制造专用量具、优化工艺方案, 成功解决了锥孔的磨削和测量难题。
关键词 风电增速箱 锥孔 测量 专用量具
0 引言
风电增速箱是风电机组的核心部件之一, 安装在塔顶的狭小空间内, 一旦出现故障, 维修非常困难[ 1] ,所以要求其具有较小的体积和重量, 同时具备较高的零件加工精度和较长的整机使用寿命。我公司设计制造的某型号风电齿轮箱, 为了尽量减小整箱体积和重量, 采用行星齿轮传动结构, 将其行星齿轮内孔设计成中间段为直孔、两端为锥孔的形状, 两端锥孔作为双列圆锥滚子轴承外圈滚道。为了保证和轴承外圈具有同等的使用性能, 要求内孔表面必须具有很高的形位和尺寸精度[ 2] 。而控制的关键项是直孔与锥孔交界线的位置尺寸, 这就大大增加了加工和测量的难度。
1 工件状态及加工、测量难点
我公司加工的行星齿轮加工要求如图1 所示, 零件材料为17CrNiMo6 优质渗碳钢, 在渗碳淬火处理后对内孔进行磨削加工。两端内锥孔尺寸必须达到图示要求, 目的是为了控制两个单列圆锥滚子轴承间的轴向距离, 进而达到成组( 六件一组) 行星轮安装在行星托架上后与托架端面的距离保证在一定公差范围内,使所有的行星轮运转时几乎在同一水平面上。
针对该零件进行分析, 我们认为加工和测量时的难点主要有以下几点:
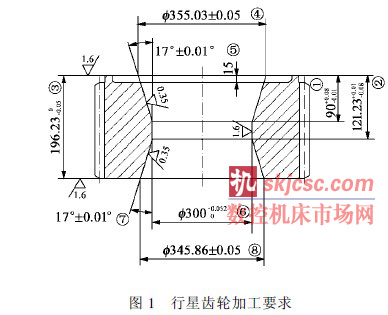
( 1) 工件需要控制的关键尺寸¹ 、º均为斜锥面与圆柱面的交界线, 在加工机床上使用常规量具无法随机准确测量。
(2) 工件尺寸(四)½、¾ 、⑧中任何一个尺寸变化都将引起尺寸¹ 或º的变化。
( 3) 工件尺寸¼ 、㈦又会因尺寸¹ 、④、(四)、½ 、¾ 、⑧的变化而变化。
( 4) 批量加工时, 尺寸(四)~ ㈦ 即使都在公差内, 也会因各尺寸间的关联变化导致尺寸¹ 、④超差。
( 5) 一旦零件从机床上拆卸后发现不合格, 返工时需要兼顾的尺寸关系十分复杂, 困难非常大。
综合上述问题, 我们认为, 必须制订合理的加工工艺方案, 并且设计专用量具, 使零件能够在加工设备上随机准确测量, 并根据测量的数据调整机床工艺参数,最终达到设计要求。
2 解决难题的思路和方案
为了满足加工的要求, 并保证锥角角度的准确性,我们选用以下方式进行磨削和测量。
( 1) 加工机床: 选用数控立式磨床来进行磨削, 保证锥角角度的稳定性, 尽可能减少尺寸变化。每次调整时, 首件可用三坐标测量仪测量, 并根据工艺要求调整到位。
( 2) 磨削工艺路线: 先磨两端平面控制总长; 然后一次装夹磨中孔和一端锥孔; 最后校正已经磨削的中孔和平面, 磨另一端锥孔。
( 3) 从图纸要求来看, 任何一个尺寸的变化都会引起其他尺寸的联动变化, 容易引起尺寸超差, 因此, 在机床能够满足工艺要求的前提下, 加工过程中必须人为缩小关键尺寸的公差。
( 4) 因为用常规量具无法直接测量尺寸¹ 和º, 所以必须设计专用量具。
3 专用量具的设计制造和使用方法
专用量具的设计和制造要求如图2 所示, 要求量
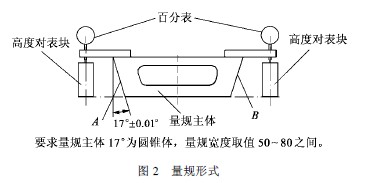
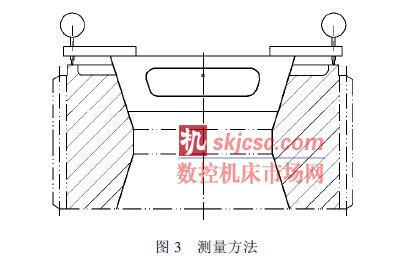
具A、B 面为同一圆锥体表面, 并要求有很高的精度:表面粗糙度Ra 为0. 1Lm, 直线度为0. 004mm。两百分表测量头中心对量规主体回转中心的距离要求一致,同时必须严格控制量规主体的大端直径尺寸、高度尺寸及高度对表块的长度尺寸。测量时先将量规放置在平板上, 两边的百分表同时用高度对表块对零, 按图3方式进行上锥孔的测量( 注意: 两边表的读数如基本上一致, 则测量准确, 如果数值相差较大, 则说明量具锥面未完全与零件锥面贴合, 需反复测几次, 直至百分表读数基本一致) , 读出百分表的数据, 再通过表的读数值和½ 、¾ 尺寸的换算得出要求的¹ 、¼ 尺寸。对下锥孔的测量基本如上所述, 只需更换对表用的高度对表块, 通过表的读数值和㈣、¾ 、⑧尺寸的换算得出要求的④、㈦尺寸。
量规的加工必须控制好质量, 对锥角的角度、直线度, 量规主体大端直径尺寸的检测需使用高精度三坐标测量仪, 同时要保证两只百分表安装孔中心与量规主体中心的装配精度。
4 实例计算
经过上述分析, 我们在制造加工工艺中, 将零件公差按图4 缩小, 最终达到保证¹ 、º长度尺寸和锥孔尺寸的目的。
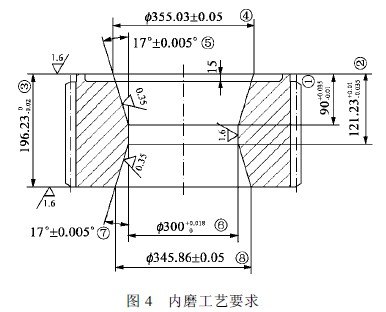
分析:
(1)尺寸¹ 、④在量规、等高块做好, 并规定了机床、磨好工件总长后, 通过换算直接读出。
( 2) 尺寸¹ 、¾ 、½ 的控制最终控制了尺寸¼ , 即¼ = 2× ¹ @ tan ½ + ¾
( 3) 尺寸④、㈣、¾ 、⑧的控制最终控制了尺寸㈦。㈦= 2 ×(㈣- ④) × tan ⑧+ ¾
( 4) 我们在控制了等高块高度后, 经计算由高度对表块将百分表对零后, 在实际加工中, 控制百分表读数值在0~ 0. 045mm 内即可将尺寸全控制在产品图要求内, 这样在立式磨床上加工中可以随机测量, 操作者可根据测量的结果及时调整进刀量, 同时该量具也可做成品检验使用。
使用以上的专用量具进行加工测量后, 我们又将零件在三坐标测量仪上进行复查测量, 得到的数值几乎一致。
5 结束语
使用上文所述方法进行小批量生产后, 我们抽取了部分零件在三坐标测量仪上检验对比, 对比结果表明该方法完全能够使零件达到设计要求, 尺寸精度稳定。且由于能直接读出数据, 因此操作者认为使用十分方便。目前, 这一测量技术已经运用到风机零件的大批量生产中, 促进了风电增速箱的顺利出产, 创造了很大经济效益, 节约了三坐标测量仪的测量成本。同时也为其他类似零件的加工和测量提供了确切的参考。
如果您有机床行业、企业相关新闻稿件发表,或进行资讯合作,欢迎联系本网编辑部, 邮箱:skjcsc@vip.sina.com








