
摘要: 本文介绍了大型水轮发电机焊接式磁极线圈制造过程中存在难点和几种常见质量问题,通过在关键工序建立质量控制点及严格的检验措施,解决了制造过程的质量波动问题,有效提高了磁极线圈的质量。
关键词 :水轮发电机 焊接式磁极线圈 质量控制
1 引言
磁极线圈是水轮发电机的核心部件之一, 其制造质量的好坏直接影响到发电机的运行和寿命。我公司在二滩、三峡左岸机组上引进技术生产的大型焊接式水轮发电机的磁极线圈(大型水发磁极线圈) 曾出现铜排焊接质量不稳定、压型后线圈有开匝和匝间短路现象, 究其原因主要是铜排又宽又厚、热压时线圈温度不均匀、匝间绝缘易损伤, 所以在制造过程中, 我们有针对性地摸索出了行之有效的质量控制方法, 并采用匝间冲击试验新方法控制产品质量。
2 大型水轮发电机磁极线圈关键质量控制流程
大型水轮发电机磁极线圈关键质量控制流程如下: 首件质量控制→ 铜排焊接质量控制及检验→垫匝间绝缘质量控制、热压成型质量控制。匝间试验→ 直流电阻测试。下面介绍磁极线圈质量控制关键点及控制方法。
2. 1 首件质量控制
磁极线圈的首件试制其目的是验证绝缘材料是否符合技术要求: 模具能否保证线圈的形状和尺寸、工艺方法及参数的可行性等重要指标。经工艺人员、检查人员、操作者三方确认合格后方可批量投产。
2.2 铜排钎焊质量控制
大型水轮发电机运行时励磁电流在20 00A 以上, 如果磁极线圈接头焊接质量不好, 就会导致运行时焊接部位温度过高, 烧坏铜排造成停机事故。所以制造磁极线圈时必须保证钎焊质量的可靠性, 而大型水发磁极铜排又宽又厚, 接头钎焊时难度大, 因此我们就其难点对钎焊过程制定了一套严格的检验措施。
2 .2. 1 钎焊前质量控制
首先, 检查钎焊操作人员有无相应资格证书,确认每批铜排符合图样, 保证整个线圈的尺寸符合图纸。其次, 检查焊接面毛刺、氧化物等污垢以及焊料的氧化物是否清理干净, 避免钎焊后产生开焊、焊缝不饱满等质量问题。
2 .2.2 钎焊过程的质量控制
目前, 大型水轮发电机磁极线圈铜排中频焊接的方法是: 首先检查接缝间隙是否调节均匀,铜排表面是否平整, 满足图纸和钎焊要求后方可加温; 然后用红外线点温仪测量钎焊部位温度,当钎焊区域温度达到工艺要求时方可涂抹焊料。钎焊质量的稳定采用了监控温度的方法来确保。
2 .2 .3 钎焊后质量检验
钎焊后质量检验过程包括: 检查砂磨后焊接部位无毛刺、焊瘤和氧化物, 使铜排表面显露铜的金属光泽, 以便观察焊接部位有无缺陷; 对焊接部位外观有凹坑、气孔等现象但无法补焊的可通过X 射线探伤来判定钎焊处质量; 测量砂磨部位厚度应等于或略小于铜线厚度, 避免此处厚度2.2 铜排钎焊质量控制大型水轮发电机运行时励磁电流在20 00A 以上, 如果磁极线圈接头焊接质量不好, 就会导致运行时焊接部位温度过高, 烧坏铜排造成停机事故。所以制造磁极线圈时必须保证钎焊质量的可靠性, 而大型水发磁极铜排又宽又厚, 接头钎焊时难度大, 因此我们就其难点对钎焊过程制定了一套严格的检验措施。
2 .2. 1 钎焊前质量控制
首先, 检查钎焊操作人员有无相应资格证书,确认每批铜排符合图样, 保证整个线圈的尺寸符合图纸。其次, 检查焊接面毛刺、氧化物等污垢以及焊料的氧化物是否清理干净, 避免钎焊后产生开焊、焊缝不饱满等质量问题。
2 .2.2 钎焊过程的质量控制
目前, 大型水轮发电机磁极线圈铜排中频焊接的方法是: 首先检查接缝间隙是否调节均匀,铜排表面是否平整, 满足图纸和钎焊要求后方可加温; 然后用红外线点温仪测量钎焊部位温度,当钎焊区域温度达到工艺要求时方可涂抹焊料。钎焊质量的稳定采用了监控温度的方法来确保。
2 .2 .3 钎焊后质量检验
钎焊后质量检验过程包括: 检查砂磨后焊接部位无毛刺、焊瘤和氧化物, 使铜排表面显露铜的金属光泽, 以便观察焊接部位有无缺陷; 对焊接部位外观有凹坑、气孔等现象但无法补焊的可通过X 射线探伤来判定钎焊处质量; 测量砂磨部位厚度应等于或略小于铜线厚度, 避免此处厚度累积造成高度尺寸超差; 此外, 还可采用测量每个线圈的直流电阻来判定钎焊质量(见其后2 .6 ) 。
2.3 垫匝间绝缘质量控制
匝间冲击试验是考核大型水轮发电机磁极线圈匝间试验的项目之一, 该试验对匝间绝缘抗电压性能要求高, 所以在垫匝间绝缘过程时必须有效地控制好匝间绝缘不受损。
2 .3. 1 垫匝间绝缘前质量控制
首先,检查通过冷压整形的线圈应线匝整齐、铜排平整, 尺寸符合图纸。其次, 若铜线上的毛刺未清理干净, 压型后易造成匝间绝缘损坏影响产品质量, 而毛刺又不容易完全清理干净。分析线匝容易产生毛刺的部位, 如接头部位、棱边等,采用目测和棉纱触摸相结合的检查方式, 使线匝上细小的铜末及棱边毛刺都能得到较好控制, 同时可避免手被刺伤。
2 .3.2 垫匝间绝缘过程质量控制
检查使用的绝缘材料合格证和有效期、绝缘表面有无异物、凹坑和无胶等缺陷, 避免使用不合格的绝缘材料影响磁极线圈质量。在铺垫过程中, 检查铺垫的绝缘材料层数是否符合首件确定的层数, 是否准确地将绝缘材料铺垫于铜排表面上, 有无漏垫、窜动和褶皱现象, 绝缘材料接缝是否符合工艺规定要求等。
垫匝间绝缘有效的质量控制为制造高品质的磁极线圈提供了保障。检查毛刺方法在三峡右岸、龙滩等机组磁极线圈制造中得到了成功验证, 大大降低了毛刺造成的匝间短路次数; 严密的质量控制预防了在瀑布沟电站协机磁极线圈制造中使用过期绝缘材料。
2 .4 热压成型质量控制
热压过程使匝间绝缘固化并与铜排粘合成一个坚实的整体, 使线圈达到要求的形状和尺寸。为了预防开匝, 必须监控热压过程的各项工艺参数, 以确保线圈压型质量。
2 .4. 1 热压成型过程质量控制
首先, 检查压型前匝间绝缘有无窜动, 调整后线圈尺寸符合图纸要求。其次, 通过查询无纸记录仪记录, 监控热压过程线圈温度、压力、时间工艺参数的变化。由于大型水发磁极线圈铜排厚, 线圈加热时其温度分布不均, 出模后易造成开匝现象, 所以在线圈升温和保温过程设置了多点温度监控, 避免温度过高或过低, 造成匝间绝缘流胶过多或过少而使线圈开匝。同时, 测量高度变化来调节压力大小, 以确保高度尺寸。
通过对热压过程温度、压力、时间的重点监控, 大型水发磁极线圈的开匝问题大为改善。
2 .4 .2 压型后检查
检查线圈内外表面余胶是否清理干净、线匝是否平整; 匝间粘接胶化良好、无烧焦、无松散开匝现象; 铜线无磕碰划伤。在平台上, 用测高尺均匀测量线圈的高度、平行度; 用卷尺、角尺和塞尺测量线圈的长度、宽度和垂直度; 线圈的内框尺寸以木模芯通过为准。准确测量线圈的几何尺寸为下序磁极装配提供了保证。
2 .5 匝间试验
磁极线圈匝间短路是一种较常见的缺陷, 会影响机组正常运行, 使绕组温度升高, 电压波形畸变, 造成机组振动及出现其他机械故障。所以大型水发磁极线圈制造时, 必须通过匝间冲击试验和交流阻抗试验两项考核, 来确保运行时线圈不会出现匝间短路问题。
2.5 .1 匝间冲击试验
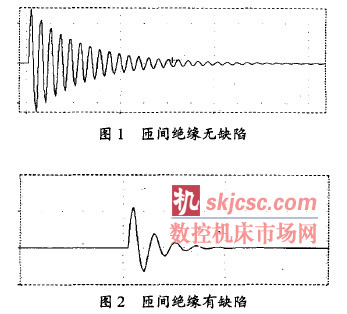
匝间冲击试验是从三峡左岸机组引进检测磁极线圈匝间绝缘的新试验方法, 主要通过施加一定的电压来检测匝间绝缘抗电压强度。目前使用的是ZJ 一10 型高压电机线圈匝间绝缘试验器, 每匝施加规定峰值冲击电压, 通过比较示波器波形来判定线圈匝间绝缘是否有缺陷。试验线圈时, 匝间绝缘无损坏的波形是数个波逐渐衰减(见图l) ,而匝间绝缘有损坏的波形则是迅速衰减(见图2 ) 。
2 .5.2 交流阻抗试验
交流阻抗试验是找出短路点的有效方法, 能准确地找出短路点位置。目前采用的是在线圈施加规定压力的方式, 试验电压为每极励磁电压的10 倍。比较电流值, 不短路线圈的电流值无明显差异, 短路线圈电压降低, 电流增大。查找短路点采用1/2 排除法, 逐步缩小查找范围, 当测量到某匝电压最小, 则该匝短路。由于短路处电流增大会使线圈局部发热, 所以断电后手摸温度最高处即为短路点。这种方法提高了查找短路点的效率。
大型水发磁极线圈匝间绝缘电气性能采用了两种试验共同来考核, 确保了线圈在运行中不会发生短路故障。
2 .6 直流电阻测试
直流电阻测量是检测铜排焊接有无虚焊现象的重要方法。测量时, 线圈应注意放置在同等温度、湿度的环境, 避免因环境变化影响测量数据。
3 结语
我们在三峡右岸、构皮滩、龙滩等机组大型水轮发电机焊接式磁极线圈制造过程关键工序中,建立了有效的质量控制点和检验方法, 稳定了铜排焊接质量, 提高了匝间绝缘的抗电压能力, 降低了线圈开匝和短路故障率, 制造出了高品质的磁极线圈,为公司占据大型水电市场提供了保证。
如果您有机床行业、企业相关新闻稿件发表,或进行资讯合作,欢迎联系本网编辑部, 邮箱:skjcsc@vip.sina.com








