
气动阀杆类零件小型CAD_CAPP_NCP系统的开发和应用
2014-3-13 来源: 作者:宋贵亮 张玮 冯益华 刘兴国
引言
CADC/CAPP/NCP 的集成, 要求产品与设计紧密结合, 其目标是产品设计、工艺分析、工程仿真过程的数据具有一致性, 且要求能够做到直接在计算机间传递, 从而减少信自、传递误差和编辑出错的可能性。本系统以气动阀杆的设计制造为研究对象, 采用基于特征拼装的设计思想, 设计阶段以特征要素作为设计对象, 工艺过程设计以特征为操作单位, 数控程序生成时也以特征群为编码序列。结合生产实际扩充了M D T 的专用模块功能, 建立了气动阀杆小型CADC/CAPP/NCP系统。
2 系统特点
本系统由CAD、CAPP 和NCP 子系统以及刀具管理子系统、毛坯管理子系统等组成, 系统总体结构如图1 所示。本系统以foxpro 数据库为信息支承枢架, 以MDT 2 .0 为开发平台, 以VC 和Autolisp 作为开发语言, 充分利用MDT的三维造型功能, 将特征概念作为主线始终贯穿于零件的设计、工艺及其加工全过程。系统特点主要有:
(1)建立了完整统一的工艺数据结构模型;

( 2) 系统部分体现了并行结构, 使得产品设计、工艺设计过程以及数控代码生成过程中的有关问题可直接反馈给相关过程模块进行评价和修改;
( 3) 采用模块工具化可镶嵌结构, 特征库、规则库具有可扩展性, 也能添加新功能模块;
(4) 遵循“人机一体化思想” , 在关键部分都加人了人机对话接日, 这样系统信息、可以由人根据情况进行检查、修改, 使得系统更加完善、灵活。
3 系统功能分析
特征拼装就是在产品特征定义的基础上, 根据零件设计过程中赋予的各个特征的附属信息, 遵循一定的逻辑关系, 以立体形式构造零件实体形象, 以充分体现设计者思想的设计方法。特征拼装要求CAD、CAPP 以及NCP做到无缝集成, 所以零件特征就必须包含CAD、CAPP 、NCP所需要的全部信息 。
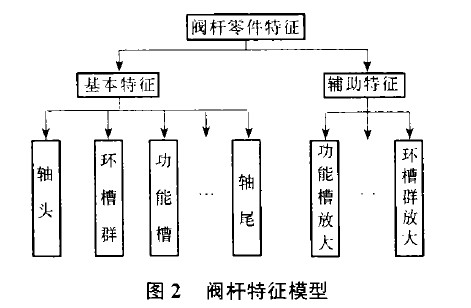
(1) CAD 子系统是零件信自、的输人端, 本系统将零件信息、输人和零件的设计过程结合在一起, 避免了零件设计图的二次输人问题。在强调阀杆零件认真分析的基础上, 以结构和加工工艺相似性为依据,建立了包含基本特征库和辅助特征库的特征定义数据库(如图2 所示)。其中基本特征库包括轴头类( 平台轴头、台阶轴头、带螺纹轴头等)、环槽群(各种直槽群、锥槽群等)、功能槽、轴尾类(普通轴尾、台阶轴尾、螺纹轴尾以及带环槽轴尾等) 等, 另外将某些部位的局部放大特征分类纳人辅助特征库中。所有特征按几何规律排列形成特征阵列。
本系统根据具体零件的设计过程, 在屏幕菜单引导下进人特征图形库进行特征选择, 在特征图形向导下编辑具休零件的工艺特征参数。根据指定零件的具体特征数据库参数, 本系统通过特征拼装在M D T 基础上实现了设计零件的三维实体造型。
零件造型经检验合格后, 一次性完整地将三维图形转化为传统的二维图纸形式。根据特征参数进行必要的尺寸链计算, 并按要求规范进行标注。另外根据表头信息计算零件总体尺寸, 进行阀杆的毛坯选择、夹头选择以及单件毛坯的零件成品总量估计等。
(2) 工艺生成子系统
子系统由工艺决策及工序设计、加工知识库和工艺文件管理与输出三个部分组成。该系统能向上接受CAD模块的零件全部特征信息, 根据零件的特征信息、描述, 在知识库中查找相应规则, 从而完成零件的工艺设计过程, 得到所需的加工方法、加工参数以及刀具等。在规则匹配过程中, 遵循“ 刀具优先” 原则, 要求能够完成零件加工的刀具总量必须限制在数控机床所能容纳的最大刀具总数内。
(3) NCP 子系统
该子系统可直接从CAD、CAPP 子系统中提取零件的几何及工艺等信息(零件的几何信息、零件在加工过程中儿何形状和表面精度不断产生变化的信息、加工过程中各种工艺参数和操作信息、机床信息、、刀具和刀位数据信息), 利用所配置的N C 指令代码库, 自动确定加工顺序、选择刀具、确定加工参数, 最终形成N C 加工指令, 并进行仿真验证。
(4) 卡片总成和系统维护模块
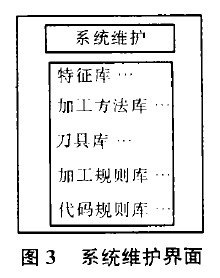
根据厂家的要求需要输出总成片片, 其中含设计图纸和工艺过程卜以及NC代码, 为此本系统在MDT 环境下将各系统的结果集成到“ 定制” 的卡片上, 进行统一管理。系统维护模块主要处理系统众多支承数据库的删改、增加等功能。如图3所示, 系统维护包括五个部分, 即对五个支承数据库进行处理。
4 结束语
本系统完成了基于零件特征拼装CADC/CAPP/NCP系统设计, 实现了基于工具化的设计思想, 达到了厂方` 要求。从设计到工艺直至数控编程过程都可由计算机实现, 大大缩短了工厂生产准备周期, 而且避免了编程错误。经实际运行, 效果良好。
投稿箱:
如果您有机床行业、企业相关新闻稿件发表,或进行资讯合作,欢迎联系本网编辑部, 邮箱:skjcsc@vip.sina.com
如果您有机床行业、企业相关新闻稿件发表,或进行资讯合作,欢迎联系本网编辑部, 邮箱:skjcsc@vip.sina.com
名企推荐







专题点击前十
| 更多

