
0.引言
1994 年开始安装使用的德国Dorries Scharmanwcn 生产的SOLON4 加工中心,一直承担着我公司重要零部件以及外协产品关键件的精加工任务,该设备对大形件的精度和使用效率在我公司内是其他机床无法替代的。尤其在2000 年外协件加工任务加重后,必须要该机床24 小时满负荷运转, 停人不停机才能完成外协件的生产加工任务,长期的超负荷运转,导致了机床精度下降,反映在Z 轴的直线度有较大误差,用加工程序的修正以及机床设备的调整均不能使其满足正常的加工需要,开始出现零件加工精度不一致的现象,渐渐甚至出现了一定量的废品件,造成零件产出合格率下降,机床产出效率低下,经济损失巨大。通过已加工件精度误差现象我们经过认真分析和讨论初步认定为是机床的两根Z 轴导轨磨损严重,精度误差增大。针对该问题我们决定停产进行检修。
SOLON4 加工中心主其要技术参数:
X=1600mm Y=1200mm Z=1000
W=600mm B=360mm
工作台尺寸:1250×1250
刀具容量: 80 把
主轴电机: 40Kw
操作系统: 西门子804CE
1.检修方案分折
(1)方案A:在国内定制导轨。调研后认为由于导轨长度长,精度高,材料热处理要求严,国内生产的导轨精度及热处理水平均不可能满足要求。这种方案很快被否决。
(2)方案B:向德国原厂购买SOLON4 Z 轴导轨。存在的问题:
①采购周期长,要3~4 个月,如果遇到意外时间还要再延长。
②费用高,经询价,对方报价都在40 万(人民币)以上。
③由于导轨采用镶嵌式,新购的导轨在安装完成后能否保证两导轨面的等高、平行度以及间隔距离。这些因素直接影响最终机床的精度。
④机床调整时间太长。
(3)方案C:自己动手进行改造。设计制造一套专用磨削装备来磨削修复导轨,该方案只需要整合好技术、质检、设备、车间各方人员和现有相关资源,实施起来比较现实,即可大大节约设备的维修成本,又可大大缩短修复周期。
2.检修方案确立
把主轴箱从机床拆卸下来,通过现场检测分析,发现两根Z 轴导轨面与轴承接触的地方磨损严重,具体磨损部位在每根导轨正面的中间(即承载导轨轴承的接触面),而导轨正面的两旁边和两侧面基本均无磨损。是否可以利用两导轨自身的完好部分(即利用导轨自身的精度),设计制造专用磨削设备呢?
我们用硬度计检测导轨的表面硬度为HRC64, 从工艺的角度分析,再通过设计计算论证,认定原有导轨侧面没有被磨损的表面完全能够用来承担磨削设备的基准,这样自制专用磨削设备就有了精度保证。
通过以上分析,选定方案C。
3.检修方案实施
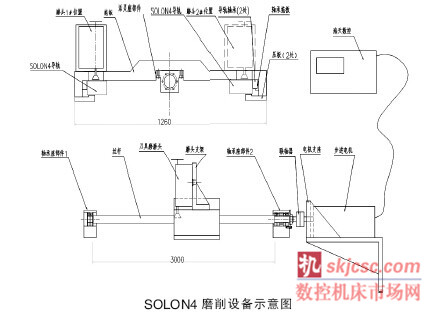
(1)总体构思。确定采用原有导轨作磨削基准后,再利用公司现有的手工刀具磨,配以自行设计的安装机架,磨头进给采用小型转子铣的步进电机专用控制系统, 经稍作改进后用来控制Z 轴丝杆的转动,利用这套组合装备就可以在现场因地制宜的进行维修工作。
(2)设计如附图所示的专用组合磨削工艺装备。
(3)设计并制造出符合要求的机架构件,重点在保证其刚性要求的同时尤其要保证其与磨头间的配合精度和稳定性。
(4) 设计并制造出符合要求的相关接口件, 同时确定标准件的代号,选择砂轮型号及外形等。
(5)工艺人员现场进行技术指导,组织相关人员装配并进行电器设备的调试,以确保该工艺装备安全、可靠。
(6)准备工作一切就绪,利用春节长假期间对SOLON4 加工中心设备进行修复改造。在修复改造工作中:
①我们多次调整刀具磨磨头的转速, 使其达到最佳磨削状态,同时调整经稍作改进的小型转子铣步进电机的转速, 用以控制托板在Z轴丝杆上的相对位移速度(即磨头进给量)。修复工作比较顺利。
②更换因常期满负荷运转开始有些老化的部分电气部件和线缆。主要低压电器元件选用进口及国产品牌,如西门子,施耐德,正泰等知名品牌,从而更好的保证关键电气设备的安全,提高了整个控制系统的可靠性。
4.结语
(1)该项维修改造的实施,节省了购买导轨费用40 多万元人民币。
(2)利用节假日进行设备改造,降低了该设备停机率。
(3)磨削达到了预期效果,磨削的光洁度达0.4。磨削面与导轨完好面平行度0.01。通过对机床精度调整,目前精度恢复到出厂要求,从而满足高精度零件的加工需求。
如果您有机床行业、企业相关新闻稿件发表,或进行资讯合作,欢迎联系本网编辑部, 邮箱:skjcsc@vip.sina.com








