
前言
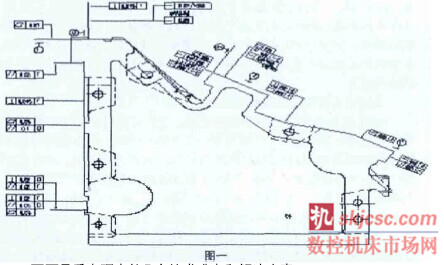
随着国内军工、航天、电力、风能、船舶等行业的快速发展,很多的零件都趋向于大型化零件,并且要求高质量、高生产效率加工的需求越来越来迫切。在科技日益飞速发展的今天我厂根据现在船舶工业的需要自主开发了大型①HTM125系列卧式曲轴车铣数控机床。这种机床能够对电机转子、气轮机转子、轧辊、曲轴等精度高、工序多、形状复杂的回转体的机械加工。五轴四联动的功能,可以节省工艺装备、缩短生产准备周期、保证零件加工质量、提高生产效率,机床加工精度和生产效率是考核机床的两个重要指标,它取决于机床的静态特性和动态特性。在加工过程中,机床主轴的回转精度和刀具运动直线性精度决定被加工零件的形状精度和尺寸精度。零件的尺寸精度在于对加工刀具的调整,零件的形状精度取决于机床床身的精度,而机床的床身是整个机床的基准,它的精度决定了机床精度。本文根据床身的结构特点以及公司现有设备的资源,充分分析了床身的几个加工难题,针对这几个难题,我们充分利用新的技术理念,利用有限的资源与设备完成了这种对接床身的加工。这种机床床身是由两段床身对接而成的,前段床身全长10.1米,后段床身全长是6米,两段床身全长是16.1米。床身的滑动导轨面与水平面成30°与第一主轴箱和第二主轴箱配合的淬火导轨,床身上面和后面的滚动导轨与可移动的立柱的滚动导轨配合,两段床身对接的方式是采用螺栓和镶条配合。床身的截面图见图一。
下面是重点研究的几个技术难点和解决方案。
一、研究导轨淬火前各段导轨的加工根据床身的结构特点,在进行淬火前的工序床身在淬火前分为粗加工、振动时效处理、半精加工。粗加工是为了去除床身上大量的加工余量并且给后序加工留出足够的半精加工和精加工余量;振动时效处理是为了床身释放加工应力、热应力和因为装夹给床身带来的变形应力;半精加工是为了给后序的精加工留出加工余量和床身的仿形量。
二、研究导轨淬火变形量,以便淬火前导轨加工采取措施,弥补淬火变形从床身的结构特点可以看出,这种床身结构属于细长的床身,长度和截面比是比较大的,而且这种床身在淬火的时候很容易变形,为了保证床身在淬火后能够有合理正确的几何形状和床身导轨面有相应的淬火层厚度,在半精加工的时候需要对床身进行仿形加工。根据以往对类似床身的加工,在这次加工中对床身在两个方向上进行了仿形处理。一个是在基准面B方向上和与基准B面平行的立面进行了仿形处理,另一个是在基准A面和C面方向上进行了仿形处理。基准B面上的仿形量根据床身的长度10.1米的床身仿形量为3mm,基准A面和C面的仿形量为2mm。床身导轨留量仿形图如图二所示。床身长度为6米基准B面的仿形量为2mm,基准A面和C面的仿形量为1mm。根据这样的仿形量进行淬火处理后床身导轨在淬火后半精加工检测的时候床身导轨在基准B面方向上的误差在0.5mm,基准A面和C面的误差为0.2mm。
三、研究淬火导轨精磨前各段淬火导轨的一致性加工
各段床身淬火后需要对床身淬火导轨进行二次加工,去除多余的留量,因为对床身进行了淬火处理,普通的加工刀具无法加工淬火后的床身,经过和山高刀具厂进行联系之后,采用了能够切削淬应件的CBN陶瓷刀片对床身进行加工。那么加工后的导轨尺寸的一致性?在加工时采取了基准一致的原则来保证两段床身淬火导轨截面的一致性。基准一致原则就是以床身淬火导轨的一个平面为基准,在加工其它平面的时,所有的尺寸都是以这个面为坐标基准。
四、研究淬火导轨精磨后各段导轨的形状位置精度及尺寸精度
由于受设备影响,各床身淬火导轨精磨只能采取分段加工,因此必须保证床身各段淬火导轨精磨后形状位置精度及尺寸精度的一致性,为导轨对接打下基础。在对床身淬火导轨精加工是还是采用基准一致性的原则,但是这个基准一致性原则和淬火前半精加工是不一样的。精加工基准一致性的原则是这样的,首先将需要加工的床身安装在导轨磨床上并找正到0.02mm以内,然后将一个与床身截面尺寸相差0.05mm的样板段同样安装到机床上,磨床根据样板段的尺寸来磨削床身导轨面,这样就能够保证床身前段、后段的几何形状和尺寸精度。
五、研究淬火导轨对接后的形状位置精度
床身淬火导轨进行精加工后,如何对接才能够保证床身的整体精度?要保证对接后的精度首先要对床身的对接端面进行精加工,保证淬火导轨与床身对接端面的垂直度之后两段床身才能够进行对接。在对接时要对对接端面根据测量的数据进行多次调整,直到对接后两段床身的综合直线度满足要求为止,测量两个床身淬火导轨面的千分表使用工装,通过使用工装能够观测两个床身相同导轨面的误差值,根据千分表的读数调整对接面的镶条,当床身两个相同的导轨面误差在0.002-0.003范围内就可以达到床身的对接要求。两个床身对接完成后,可以使用水平仪或者自准仪检测对接完成的床身精度。因为对接完成的床身两段总长度为16.1米长,在进行数据测量的时候,设计了l=500mm的专用垫块测量采集数据。将采集的数据按照两点连线的方法作图对数据进行处理,首尾两点的连线作为评定直线度误差的理论直线,从曲线上找出最大正、负坐标值,取其绝对值之和,即为计算出对接床身的直线度误差。
六、研究滚动直线导轨对接后的形状位置精度
在保证淬火导轨对接后的形状位置精度基础上,整体加工滚动直线导轨,确保滚动直线导轨对接后的形状位置精度。根据我厂目前设备资源,我们首先对我厂本间12米X2米数控机床的综合直线性进行了调整,让机床的精度满足现在加工零件的需要。然后将两段床身在机床上进行对接。调整好精度后对床身的滚动导轨进行精加工,因为机床加工行程的原因,无法将两段床身同时加工完成,可以先将10.1米的床身的滚动导轨加工完成,另外6米床身的滚动导轨加工一部分。这样就会给床身后段留下了加工基准,将10.1米床身卸下之后可以继续加工6米床身的滚动导轨。
七、直线导轨螺纹孔和齿条螺纹孔间距的保证
因为两段床身的全长为16.1米,而每条滚动导轨全长为8米长,所以在加工安装螺纹孔时必须保证好两段床身安装螺纹孔距。那么如何保证螺纹孔距呢?首先要加工完成床身前段上的螺纹孔,在床身后段上先加工出两个螺纹底孔,这样在床身前段卸下之后加工床身后段就有了加工的基准。对床身后段进行重新装夹找正进行加工余下的螺纹孔,齿条的螺纹孔加工方式和滚动导轨螺纹孔加工方式相同。
如果您有机床行业、企业相关新闻稿件发表,或进行资讯合作,欢迎联系本网编辑部, 邮箱:skjcsc@vip.sina.com








