
1 引言
随着现代机械加工技术的快速发展,数控机床已越来越显示其优越的性能。尤其是五轴加工中心的应用,大大提高了机床的加工效率。数控机床上加工的每一个工件加工质量很大程度上都依赖于数控机床自身性能及精度,因此在加工精度较高的工件之前,有必要对机床的精度进行检测与校验[1-2],以确保工件的加工质量。
2 五轴加工中心精度检测的必要性
近年来,高速铁路保持着较快速度的发展,高速动车组的需求量也较大,公司先后从欧洲引进了十多台大型五轴龙门加工中心,以保证高速动车组车体、侧墙、车顶、底架、端墙等大部件的批量化加工,这些加工设备大多为工作台长为60M 的大型五轴龙门加工中心,其结构性能复杂,价格昂贵,技术先进,采用双工位加工,生产效率高。其检测、维护保养的项目也较多,机床的可靠性与精度诊断的问题较为突出,曾出现过由于机床A 轴轴偏致使加工后的大部件过切而报废的情况,造成较大的经济损失,因此非常有必要在加工前对机床的精度进行检测,以确保机床各轴位置精度。一般而言,大型数控加工中心都是解体以后发运给用户安装,在现场调试后符合其技术指标,通过DIN-NAS 试件测量标准以后方可认为该机床达到加工精度要求。之前,公司在批量化加工过程中只对机床进行了日常的维护保养,未注意到机床的位置精度检测,出现A 轴轴偏以后才将机床位置精度检测纳入日常检测范围之内,规定投入生产的加工中心在使用一定周期以后必须进行一次位置精度的检测,确保机床位置精度可靠,避免因机床定位精度问题而导致加工出不合格品。
3 五轴加工中心在机精度的检验
数控机床常见精度要求包括机床的几何精度及位置精度[3-5],着重研究位置精度的检测方法。数控机床的位置精度包括定位精度、重复定位精度等。定位精度是指实际位置与指令位置的一致性。定位精度的差距是检测设备伺服系统、检测系统及移动部件(如导轨、丝杠集合误差)的综合反映,其数值可判断设备本身的精度。重复定位精度是指条件相同进行若干次操作所得到精度的一致程度。受伺服系统特性、传动链变形、刚性变化以及摩擦引起的热变形等原因的影响,数控机床的重复定位精度直接影响工件的加工精度及一致性,因而是检验机床精度的两个重要指标。
位置精度传统采用金属线纹尺或步距规、电子测微计、准直仪等方法进行检测[5]。
对精度要求较高的大型数控加工中心来说,均采用较高精度的激光干涉仪、球杆仪[6]。
在国际标准中,激光干涉仪是唯一公认的进行数控机床精度鉴定的仪器,可对机床的几何精度进行高精度的检测。
4 五轴加工中心在机检测与校验方法
在完成机床的安装调试以后,通常从以下几个方面对加工中心进行精度检测,包括:工作台精度、主轴精度、各坐标运动的直线度、垂直度精度及线性轴线位置定位精度。影响数控机床的定位精度的因素是多方面的,机床导轨直线度误差是导致定位精度偏差的最主要因素[7],这就要求我们根据实际使用情况以及具体生产环境进行综合分析,以便从根本上保证数控机床定位精度的实现,从而使数控机床在企业生产过程中发挥应有的作用。
现在的数控机床的误差参数检测方法,主要分两大类:(1)单项误差参数直接测量法;(2)综合误差测量参数辨识法[8]。传统的检测方法效率低,精度不高,而且需要各种仪器设备,难以实现自动测量。在此讨论一种五轴加工中心精度在机检测与校验的快速方法,以提高机床精度的检测效率。
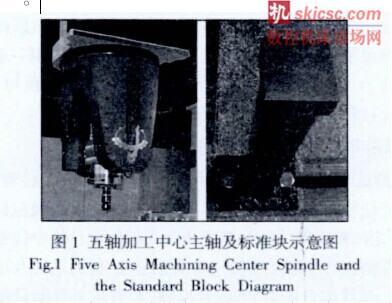
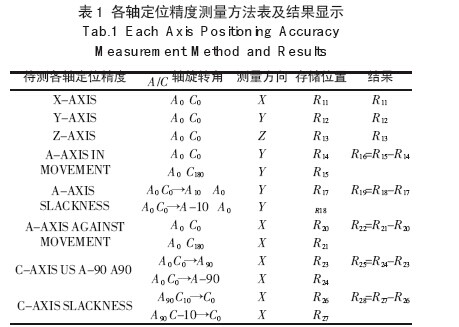
如图1、表1 所示,利用雷尼绍测量系统的高精度特点,选用的是RMP60 雷尼绍接触式探头,该无线测量探头带有远程信号传输在2.4GHZ 的频率下工作对工件进行测量。在测量中只须很低的接触力和很小的行程,便能获得很高的精度。在机床工作台导轨上安装标准块,通过高精度的测量系统对标准块按照图表1所示的测量位置分别进行测量,测量的各轴精度测量值存储在R参数中,如表1 存放在(R11~R28)中,将结果与预设各轴精度设定参数(R61~R68)(程序中设定)进行比较,比较出来的值通过逻辑关系判断,可通过西门子高级编程显示功能MSG(“”)将所测结果显示在操作显示屏上,操作者只需在加工之前运行在机检测与校验程序即可,从而确定机床定位精度是否在工艺要求的公差范围之内。
通过运用上述方法,操作者只需按照预定程序运行,查看屏幕显示的结果是否“OK”即可,简单易懂,在十几分钟内就能完成五轴加工中心定位精度、重复定位精度的精确检测,给工件加工之前提供加工精度的安全保障,便于加工过程的执行与机床的管理。
利用雷尼绍测量及840D 系统编程如下:(摘选)
EXTERN Cycle730 (VAR REAL [3],VAR REAL [3],VAR REAL,
VAR REAL,VAR REAL)
……
;----------------- 标准块定义--------------
R80=115.063 ; LENGTH IN X
R81=114.937 ; LENGTH IN Y
R82=-10 ; MEASURE DEEP
;---------------------------------------------
R90=R80/2
R91=R81/2
R92=R90
R93=-R90
R94=R91
R95=-R91
;--------------- 定义各轴精度------------------
R61=0.15 ; +/- X-AXIS
R62=0.15 ; +/- Y-AXIS
R63=0.15 ; +/- Z-AXIS
R64=0.15 ; +/- A-AXIS IN MOVEMENT C0 C180
R65=0.07 ; +/- A-AXIS SLACKNESS
R66=0.15 ; +/- A-AXIS AGAINST MOVEMENT C0 C180
R67=0.2 ; +/- C-AXIS IN MOVEMENT A-90 A90
R68=0.07 ; +/- C-AXIS SLACKNESS
;------------ 定义编程坐标系-------------
$P_UIFR[1,X,TR]= ****
$P_UIFR[1,Y,TR]= ****
$P_UIFR[1,Z,TR]= ****
STOPRE
;------------ TOOLCHANGE ---------------
T14
M6
D1
……
;------------- X-AXIS -------------
G0 A0 C0
G0 X100 Y0
Setval[0] = SET(R92,0
,R82)
TcD[0] = SET(1,0
,0
)
Cycle730(Setval,TcD,StO,DeO,Rtp)
R11=R4
G0 Z300
……
;(依次对其余各轴的定位精度及重复定位精度进行测量)
AUSWERT:
;************* X-AXIS ************
IF ABS(R11)>R61
MSG("MEASURE X-AXIS IS NOT OK")
_ERROR=1
M0
ELSE
MSG("MEASURE X-AXIS IS OK")
M0
ENDIF
MSG("")
……
;(依次对其余轴的定位精度及重复定位精度进行判断)
M17
5 检测结果说明
因此,当加工一件公差要求比较严格的工件时,使用雷尼绍球杆仪测量标准块,能够很高精度的获得机床的定位精度及重复定位精度,从而决定机床是否可以正常加工工件,此种方法只需操作者运行预定程序即可,操作简单,检测效率高,检测结果直接显示在屏幕上,直观易懂,能够有效的避免非常昂贵的加工件变为废品的风险,当检测结果显示为“NOT OK”时,操作者只需通知工程技术人员解决相关问题即可。同时标准检测块制造费用低,安装方便,该方法可为同行业提供较好的参考。
如果您有机床行业、企业相关新闻稿件发表,或进行资讯合作,欢迎联系本网编辑部, 邮箱:skjcsc@vip.sina.com








