
近年来,我公司先后研发了CRH380BL 型、时速160~250 km 型动车组以及地铁、100%低地板等多种动车组及城轨车项目。车体为6005A 铝合金大型薄壁中空结构型材,单件加工后再组焊成大部件。型材加工件种类众多,批量小,为此,公司先后购买了6 台中大型五轴龙门加工中心,工作台长度6~10 m。针对这些小批量加工件的生产特点,为了提高加工效率,本文运用基于事例的推理方法[1],通过对型材件工艺装夹相似性的分析, 设计了一种能适用于多种型材断面的通用工装,满足了多车型、小批量加工工艺要求。
1 加工件工艺分析及问题的提出
轨道车辆的底架、车顶、侧墙、端墙等大部件均由长度不等的型材单件加工后组焊而成, 其中多种型材件加工过程采用一次装夹,一次加工完成,此种类似的型材加工件具有相似的装夹特性, 有一面或多面为平面结构,便于工装结构的通用化设计。型材加工件是一次装夹完成, 加工过程需用锯片锯切两端(直径为500 mm 锯片),工装结构设计时需保证工件距工作台有一定距离, 以满足机床主轴旋转后锯片的安全旋转及锯切空间。
通常铝合金型材加工工装采用机械组合的方式[2],但对于种类众多的型材加工件,其还存在一定不足,主要表现在工装基础结构均是根据型材加工工艺特点进行布局设计的,因此难以进行适应性调整,有待进一步优化改进。为减少工装成本以及工装占用设备胎位,拟设计一套通用性更强的工装, 以满足多种铝合金型材加工件的加工工艺要求。
2 工装的基本结构设计及夹具选型
通过对夹具结构特征和功能分析以及大量相似的结构件特征,对工装结构进行了模块化、标准化、柔性化设计[4]。充分利用机床工作台的标准T 型槽结构,鉴于铝合金特殊的工艺装夹要求(工件不能直接与铁质材料接触),因此工装支撑部位通常采用铝合金材质或聚四氟乙烯材质。
2.1 工装的基本结构设计
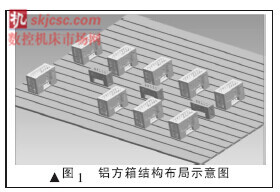
基础工装(定义为铝方箱)选用足够刚度和表面硬度的铝合金材质, 采用箱体式结构设计, 整体铸造而成,最后精加工达到相关技术要求。如图1 所示,利用工作台上的标准T 型槽, 用T 型螺栓将铝方箱安装在工作台上,工件安装在铝方箱上方, 再利用标准夹具、定位销等对工件进行定位夹紧,从而完成待加工型材件的装夹。
2.1.1 主要结构及配置
基础工装采用箱体式结构,6 面均加工高精度安装螺纹孔及通孔,螺纹孔选择M12 或M16,孔间距(螺纹孔或通孔)分别为50 mm×50 mm 和100 mm×100 mm,间隔分布, 外形尺寸为450 mm×150 mm×300 mm 或600 mm×200 mm×500 mm 等,外形尺寸可根据待加工工件尺寸及加工工艺特点等自行设计, 壁厚视铝方箱大小尺寸及装夹件而定, 厚度一般为20 mm 或40mm,结构如图2 所示。
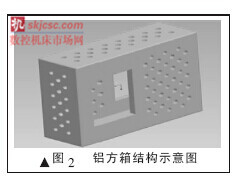
铝方箱大面均开一个四方口,用于安装铝方箱所用,尺寸大小以方便工具安装T 型螺栓或T 型螺杆即可,同时也可方便铝方箱的吊运。铝方箱各边作倒坡口、去毛刺处理。
2.1.2 技术要求
铝方箱需有足够的刚度,承受1t/m2 的压力变形量要小于0.02/m2。各相邻孔系位置公差±0.02 mm, 螺纹精度等级7 级,位置公差等级6 级,平面度0.10/m2,表面粗糙度Ra为3.2。
2.2 工装夹具选型
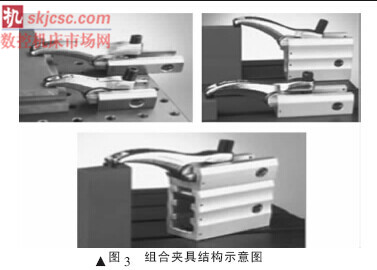
工装夹具需满足装夹和拆卸方便,以提高效率,在对夹具选型时参考了国内外使用较好的多种夹紧方式的夹具,最终选用了国外某品牌的专用组合夹具,其通用性及实用性较好,组合夹具结构如图3 所示。
铝合金型材件大都为薄壁中空结构, 采用高速铣削加工方式,机床主轴转速在10 000 r/min 左右,其薄壁结构要求装夹时不宜采用过大夹紧力,以防变形,因此,选用的夹具夹紧力在15~80 kN 之间,图3 所示夹具既可在标准T 型槽中使用,也可在标准螺纹孔上安装使用,标准件的高度及形状提供多种选择,并且可以叠加使用,这就大大提高了夹具的通用性,满足了铝合金型材加工件的装夹要求。
该夹具包含图4 所示的各部件,均为标准件,可选用,并且可以组合使用。夹具的标准化结构方便了夹具的管理、维护及更换,可大大节省夹具的使用成本。

3 应用实例及使用方法
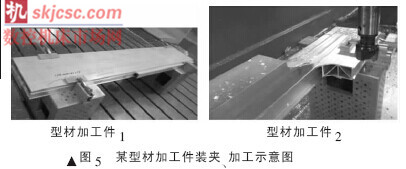
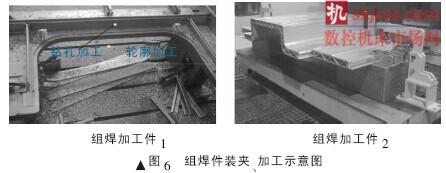
以某型动车组型材件为例来说明本工装的使用方法。如图5、图6 所示,利用五轴加工中心工作台上的标准T 型槽,将铝方箱安装在工作台上,工件放置在铝方箱上方,粗调整至与机床工作台平行,选择合适的夹具(如:夹具高度、夹具类型等)进行压紧。
3.1 型材加工件的应用
装夹时夹具下方垫一薄铝板, 防止夹紧过程中对工件造成压痕或压力集中造成的变形。用机床自带的探头(在线测量工具)测量工件,查看工件装夹不平行度,经过精调整,再测量工件,符合工艺文件要求后,用配套扳手旋转夹具上的螺钉进行夹紧。工件夹紧找正后,建立工件零点,选择程序加工工件,也可在铝方箱上方安装定位销,直接对工件进行侧定位,以减少工件调整次数。
3.2 组焊加工件的应用
该工装夹具不仅可以应用在单件型材加工件的装夹上,也可以应用于一些组焊件的装夹加工,直接对组焊件进行装夹加工;也可借助其它辅助工装,通过简单的改造进一步增强工装的通用性,如图6 所示。
3.2.1 增加基础铝板
如图6 组焊加工件1 所示, 通过在铝方箱上方增加基础铝板的方式, 将待加工的组焊加工件1 安装在预先加工好轮廓及定位装置的基础铝板上, 再用图3所示组合式夹具对工件进行夹紧。
该加工件需加工轮廓及转轴加工孔, 合理利用了铝方箱基础工装的装夹优点, 在基础铝板上加工出安装孔及定位孔, 分别用于使基础铝板安装在铝方箱上及使组合夹具安装在基础铝板上, 基础铝板保证了工件加工时的整体装夹刚性, 铝方箱给基础铝板工装提供了安装平台,并使基础铝板架高,提供了机床主轴转轴加工孔的空间。
3.2.2 增加工艺平台
如图6 组焊加工件2 中所示, 通过增加工艺平台的方式,使该基础工装应用在一些大型加工中心上,如60M 大型五轴龙门加工中心, 组焊件2 为某城轨车辆枕梁组成加工,将平台安装在机床工作台的导轨上,铝方箱安装在平台上,由于该加工件型材较厚,加工时吃刀量较大,因此,在采用组合夹具时拆装了两个地板通用加工工装上的压臂压紧装置进行辅助组合装夹,满足了大型组焊件的装夹加工要求。
4 结束语
通用加工工装结构达到模块化、标准化、柔性化设计水平, 铝方箱可根据工件结构及加工件特点横竖任意放置进行装夹,标准化组合夹具可灵活组合使用。所述通用加工工装结构特点便于工装的管理与维护,工装使用寿命长,维护成本低。可采用以下几种修复方式。
(1) 铝方箱表面出现磕碰划伤可在加工中心上进行去除表面加工进行修复;
(2) 螺纹孔精度等级降低后也可重新对孔进行加工修复,通过安装高精度等级的螺纹接头进行修复,延长工装的使用寿命;
(3) 如夹具损坏,按照标准件型号进行更换。本工装结构简单,装夹方便,适用性广,可大大节省工位,提高设备利用率,降低生产成本,提高加工效率,目前已完成多列动车组、地铁车辆等轨道车辆中长大型材、组焊件等加工件的加工,加工效果很好。
如果您有机床行业、企业相关新闻稿件发表,或进行资讯合作,欢迎联系本网编辑部, 邮箱:skjcsc@vip.sina.com








