
基于海德汉平台的大型螺旋锥齿轮专用机床加工软件设计(上)
2017-6-15 来源:沈阳工业大学 作者:衣晨
摘要:当代新型螺旋锥齿轮加工设备为多轴数控机床,同时配有专用的加工软件。设备配套加工软件的功能丰富与否、用户体验的优劣在一定程度上决定了螺旋锥齿轮加工设备的性能。因此,针对螺旋锥齿轮设备开发配套的加工软件就显得尤为重要。
本文基于以上考虑对 GCMT2500 大型螺旋锥齿轮专用加工设备进行了配套加工软件的设计。在综合对比国内外螺旋锥齿轮专用加工机床的基础上,分析了螺旋锥齿轮及加工方法。通过对机床数控系统及机床操作控制等关键技术的深入研究,提出了GCMT2500 螺旋锥齿轮数控机床配套加工软件的设计要求并完成了软件主体设计。
论文研究主要工作内容如下:综合地分析国内外各种螺旋锥齿轮专用机床的发展现状并对螺旋锥齿轮及相关加工理论进行研究。对 GCMT2500 设备加工产品涉及到的弧齿锥齿轮、摆线制锥齿轮的加工参数进行了研究。
对软件设计相关的内容进行了研究。其中主要研究了设计软件开发平台即海德汉i TNC530 数控系统、软件开发设计语言 Python 、设备控制系统的参数优化。
设计软件总体结构,构建设备配套软件的主体功能,开发出满足操作便捷、交互友好、功能强大的加工软件系统并以界面的形式表现出来。最后,对软件功能进行实践验证。
关键词:螺旋锥齿轮,海德汉数控系统,Python,软件设计
第 1 章 绪论
1.1 课题的背景与来源
螺旋锥齿轮以其在相交轴传动中的良好特性广泛应用于工程实践中,其加工技术的研究与加工设备的研发受到了国内外研究学者广泛的关注[1]。螺旋锥齿轮齿形复杂精密加工困难,参数分析需要大量计算,加工调整也要求大量的切削实验检测与分析计算。一直以来,螺旋锥齿轮的加工方法与设备制造技术掌握在国外少数几家公司手中,相关技术成果不对外公开,长期处于垄断状态。近年来,我国研究人员在螺旋锥齿轮理论研究方面做出了一些突破,吴序堂教授、郑昌启教授、曾韬教授等许多专家学者对有关齿轮啮合原理,螺旋锥齿轮的设计、加工方法和齿轮加工工艺、装备等进行了系统研究[2,3,4]。在一系列相关理论和技术研究成果基础上,我国研制了一些具有自主知识产权的螺旋锥齿轮专用加工设备,但加工技术和设备精度与国际先进水平相比仍有一定差距,配套加工软件更无法满足市场上的需求,高端锥齿轮设备仍依赖进口。
本课题源于 GCMT2500 数控螺旋锥齿轮复合加工机床项目 。研究是为GCMT2500 数控螺旋锥齿轮复合加工机床开发一款适用的具有自主知识产权的专用加工软件。论文研究工作对 GCMT2500 数控螺旋锥齿轮复合加工机床的系统功能实现起到重要的支撑作用,对于开发基于 HEIDENHAIN 数控系统平台的其他机床专用软件系统也具有借鉴意义。
1.2 螺旋锥齿轮加工技术与设备国内外发展与现状
目前,国外有多家厂商生产锥齿轮加工设备。最具代表性的生产厂商有美国的格里森(GLEASON),瑞士的奥利康(OERLIKON)和德国的克林贝格(Klingelnberg),他们拥有全套的螺旋锥齿轮生产技术,技术方面各自独立互不公开。这就形成了三种锥齿轮齿制和对应齿制的加工设备:格里森弧齿制奥利康齿制和克林贝格齿制(后两种可归为摆线齿制)[5,6,7]。格里森齿制锥齿轮即弧齿制锥齿轮采用端面铣刀盘单齿分度加工,齿轮一般经初步加工后热处理最后采用专用的磨齿机进行精加工。奥力康齿制采用端面铣刀盘的滚切法加工,轮齿的齿线变异近似于延伸外摆线,工件热处理后需要使用专用的研齿机研齿以提高齿轮的齿面质量提升齿轮精度[8]。最后是德国的Klingelnberg 制齿轮即摆线制齿轮,采用与奥力康相同的区分内外刀的分体式刀盘加工。摆线齿轮经热处理后通常需要利用高强度刀片通过铣削来消除齿轮变形误差以提高加工精度。这几家公司的加工方式都可以获得 6 级以上精度的高精度螺旋锥齿轮。
从 20 世纪初期开始,格里森逐渐成为螺旋锥齿轮专用机床的全球主要供应商[9]。从 1913 年生产第一台格里森制螺旋锥齿轮加工机床问世开始,到1954 年的 NO.116型机床研制成功,格里森公司无疑成为了螺旋锥齿轮加工设备历史上的奠基人。在车用准双曲面齿轮副小轮加工机床市场上格里森占据着主要的份额。自 1989 年起格里森开始了凤凰 I 型系列数控机床的设计生产,如图 1.1 所示。
这是一次具有划时代意义的突破[10]。凤凰 I 型系列机床实现了螺旋锥齿轮的加工的数控化,很大程度提高了设备加工精度与生产效率。另外,凤凰 I 可以进行两种加工齿制的切换:弧齿与奥力康摆线齿制,被称作“万能”设备。近些年,格里森公司又研制成功了机床结构具有突破进展的凤凰 I 型锥齿轮数控机床(如图 .2),可以进行无切削液的干式切削加工,减少了工作环境的污染。同时,格里森开发出了 Gleason 专家制造系统解决方案 (GEMs),基本实现螺旋锥齿轮参数设计、加工、TCA 分析、检测等重要功能[11]。
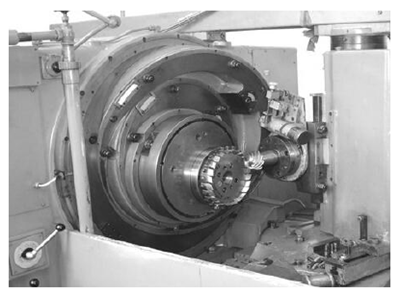
图 1.1 Phoenix I 型数控铣齿机

图 1.2 Phoenix II 型数控铣齿机
目前,格里森公司生产的螺旋锥齿轮设备主要是指齿轮直径在 1000mm 以下的螺旋锥齿轮机床。其代表为凤凰 1000HC 如图 1.3。大尺寸磨齿机代表为凤凰 800G 如图1.4 所示,最大加工直径为 800mm。而在大尺寸齿轮方面 NO.675 可加工直径在2540mm 的大型弧齿螺旋锥齿轮。

图 1.3 凤凰 1000H
1.4
图 1.4 凤凰 800G
瑞士奥利康(Oerhkon)第一个将可编程控制器控制技术应用于锥齿轮机床研发中,开启了锥齿轮加工数控化应用的新阶段。随后奥利康公司又研制出了多轴数控锥齿轮设备 C28,齿轮加工精度提高至 6 级。德国的 Klingelnberg 公司的发展与兴起时间与格里森相仿,但其生产的齿轮为区别于格里森弧齿制的齿线为摆线的锥齿轮。克林贝格公司开发的螺旋锥齿轮设备不同于格里森机床需要配备较多规格的刀盘,参数设计与设备调整简单,相应齿制的齿轮具有很高的强度,这些特性使克林贝格公司很快形成自己的市场并迅速发展。1960 年,克林贝尔公司开发出了分体式铣刀盘推出了重要的 AMK 系列螺旋锥齿轮专用机床。在该系列机床上,齿轮无须装卸可以进行完整的加工过程,即齿面的切削粗加工齿面刮削的精加工。但相比于格里森的加工效率,AKM 系列机床加工效率低下,不适合工件的大批量生产。在 20 世纪初期克林贝格公司收购了奥力康公司的锥齿轮部门开发了一系列奥力康制螺旋锥齿轮加工机床,即著名的 C 系列,在此基础上克林贝格公司又开发了自己的摆线齿机床[12]。随后,又开发出配备可在设备显示 TCA 分析的专家制造系统,该系统在加工方面稍逊于格里森的专家系统,但其在线精度检测方面拥很大的优势有很高的市场占有率。大尺寸螺旋锥齿轮方,
Klingelnberg 公司的 AMK1650(如图 1.5)可加工直径可达 2540mm 螺旋锥齿轮,此设备作为军用储备限制对外出口只接受加工订单且大尺寸齿轮订单受到了限制,一般的交货周期在 14-16 个月且价格昂贵[13]。
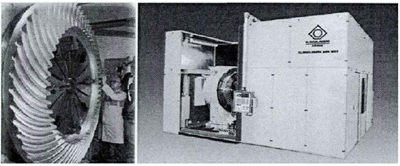
图 1.5 AMK1650
由于国外的技术封锁加上缺乏相关知识的系统认识,中国在螺旋锥齿轮相关方面的研究进展缓慢。我国曾组织巨大的人力物力对螺旋锥齿轮设计加工理论进行了多年的探索,随着理论成果的取得,技术的发展,国内研究人员也取得了一定的成果。
1972 年国家机械部把“格里森成套技术的研究”纳入重点科研计划,组织很多高校、科研单位和个人进行攻关。1990 年,秦川机床厂与国内高校合作研制出了第一台数控螺旋锥齿轮样机 YH2240[14]。天津第一机床厂成功研制了 Y2250A、Y2080I 等型号的机械式锥齿轮设备[15]。中南大学曾韬教授自 20 世纪末开始从事螺旋锥齿轮专用设备的研究,1999 年成功研制了 YK2212 数控螺旋锥齿轮专用加工机床。2001 研制出YK2245 数控螺旋锥齿轮加工设备。2006 年研制成功 YK221OO 螺旋锥齿轮专用加工机床(如图 1.6 所示),最大加工尺寸达到 1100mm。YK22100 是国内大尺寸螺旋锥齿轮加工设备的一次突破,为我国大尺寸锥齿轮设备研发指明了方向。2010 年湖南中大创远公司世界最大规格全数控螺旋锥齿轮磨齿机 YK20160(如图 1.7)成功交付,机床磨削精度达到 GB5 级精度,齿面粗糙度 ?Ra 0.8[16]。

图 1.6 YK221100 数控铣齿机床

图 1.7 YK20160 全数字数控磨齿机
2013 年沈阳工业大学大学与石家庄正奇精密重型齿轮设备有限公司合作研制GCMT2500 数控螺旋锥齿轮复合加工机床(如图 1.8),该机床(GCMT2500)采用海德汉 i TNC530 全数字数控系统,采用新型的机床结构,具有复合加工能力,可以完成圆弧齿锥齿轮和摆线齿锥齿轮两种螺旋锥齿轮的铣齿加工,并且可以进行齿坯的车削加工,GCMT2500 的研制成功填补了国内 2500mm 以上尺寸大型螺旋锥齿轮加工设备的空白。

图 1.8 GCMT2500 螺旋锥齿轮数控机床
1.3 课题研究主要内容
本文研究的主要内容:研究螺旋锥齿轮加工过程涉及的重要参数和加工方法;研究 i TNC530 数控系统的特点以及后期软件开发所使用的 python 语言的特点以及i TNC530 数控系统参数优化功能的说明;文章的核心内容为加工软件的设计,其中包括:软件总体构建及各模块的设计并附上加工检测实例以检测软件的主体功能。总结了本文的研究工作,并提出了进一步研究工作内容。
第 2 章 螺旋锥齿轮及加工参数研究
2.1 螺旋锥齿轮概述
锥齿轮副常用于传递相交轴之间回转运动的机械结构。锥齿轮按轮齿与中心轴线的关系分为直齿锥齿轮、斜齿锥齿轮、弧齿锥齿轮等三种常见类型[17]。由于弧齿锥齿轮具有传动功率大、回转稳定、转动噪音小的特点,因为被广泛应用于航空、航海、采矿机械等重要机械领域。
2.1.1 螺旋锥齿轮的种类
(1)按齿轮轴线位置分类
1)两齿轮轴线垂直相交轴线夹角成 90?的锥齿轮,通常指圆弧制螺旋锥齿轮和摆线制螺旋锥齿轮锥齿轮。这种齿轮的使用比较常见,齿轮轴线垂直相交的锥齿轮啮合过程中在齿轮径向方向上没有相对滑移,齿面硬度要求相对较低加工方便。
2)两齿轮轴线相交但不成直角的锥齿轮。该种齿轮副轴线间可根据使用条件确定轴线相交角度,但这种齿轮轴线关系的齿轮副在传动中使用较少。
3)两齿轮轴线存在一定偏移距离锥齿轮。这种传动结构齿轮轴线空间上垂直相交小轮轴线一般位于大齿轮轴线的下部或上部。它们之间存在一个偏移距离 E,这个偏移量E叫做齿轮副的“偏置距”。偏置距可以使小齿轮具有比较大的螺旋角,增大螺旋角的同时增大了小轮的端面模数,从而提高了齿轮副小齿轮的强度和寿命。这种齿轮在传动过程中沿齿轮轴向和径向两个方向都会发生相对滑移。具有偏置距的齿轮副通常称为“准双曲面齿轮”,这类齿轮主要用于汽车的后桥部分。
(2)按齿面节线分类
1)弧齿锥齿轮
弧齿锥齿轮使用广泛可用于多种场合,通常利用圆形端面铣刀盘切削加工而成。圆弧齿是指工件齿面节线作为圆弧的一部分,工件的齿形与假想平面齿轮共轭。为了增大重叠系数,齿轮的螺旋角一般用 35?。与此同时圆弧齿的齿面几何特性也提高了磨齿机磨齿效率。
2)摆线齿锥齿轮
齿轮的齿面节线可以视作延伸外摆线的一部分,可以理解为摆线齿锥齿轮所处的设想齿轮齿面节线直接视为该摆形曲线部分截取。这种轮齿的加工一般是用装有区分内外刀具有一定刀片组数的端铣刀盘切制。
2.1.2 螺旋锥齿轮加工方法
螺旋锥齿轮有三种齿制及不同的加工方法。格里森齿制(Gleason),纵向齿形为圆弧形收缩齿,用展成法(如图 2.1 所示)、成形法单分度加工。展成法刀具刀刃部分通过一定规律的运动形势形成包络线齿形,加工的过程与齿轮啮合过程类似。成型法单分度加工采用与齿形相同的刀具切削,完成齿轮的一个齿后转动一定的分度进行下一个轮齿的加工,最后一个轮齿加工完成即完成齿轮全部加工。
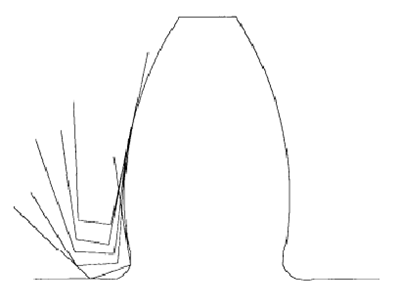
图 2.1 展成法
奥林康(Oerlikon)制,沿齿面齿形为延伸的外摆线,一般使用展成法或非展成法端面连续分度加工如图 2.2(连续加工最后一刀完成齿轮的最后加工)。克林根贝格(Klingelnberg)制,纵向齿形为准渐开线等高齿,用锥形滚切连续滚切分度加工,但此方法加工速率慢不适于大批量齿轮的加工[18,19,20]。克林贝格公司在收购奥力康公司后开发并采用了与奥力康制类似的加工方法。本文重点对格里森齿制弧齿锥齿轮与克林贝格摆线齿锥齿轮进行讨论研究。
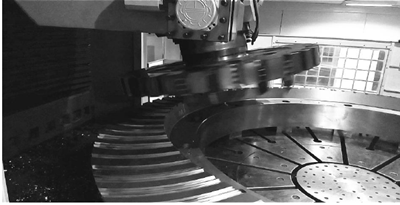
图 2.2 连续分度加工
2.2 螺旋锥齿轮几何参数
2.2.1 弧齿锥齿轮
弧齿锥齿轮主要以美国格里森公司为代表。格里森拥有全套成熟的弧齿锥齿轮设计、制造、检测技术,从而确定了其在弧齿锥齿轮行业的垄断位置。近年汽车行业与航空领域的快速发展为弧齿制锥齿轮提供了更广阔的市场。弧齿锥齿轮是利用圆形端面铣刀盘切削加工而成,与直齿锥齿轮相比,弧齿锥齿轮副在传动时同时啮合的齿数对多于传统的直齿锥齿轮。因此,传动更平稳,传动噪声分贝低,承载力强[21]。弧齿锥齿轮副已经被应用到各种高速重载要求的传动场合中,尤其是飞行器、汽车、重型机械和各类精密传动设备等设备所使用的齿轮箱的内部重要部件已逐渐被弧齿锥齿轮替代。
如图 2.3 为弧齿锥齿轮副,它与普通的直齿锥齿轮副相比,弧齿锥齿轮可以视做直齿锥齿轮切成无数薄片后经扭转与母线倾斜而形成的。

图 2.3 弧齿锥齿轮副
弧齿锥齿轮的轮线与节锥母线所成角度称为锥齿轮齿轮的螺旋角,螺旋角的计算与标准常以齿轮节线为基准。弧齿锥齿轮中把节线中点的螺旋角称为弧齿锥齿轮的名义螺旋角,常用 ? 符号。弧齿锥齿轮副啮合时,除了要求压力角相等外,还要具有相同的螺旋角[22]。
齿轮节线上的螺旋角在数学推导计算得出的数值与在齿线上实际测得的数值是完全相等的。因而,可以以齿线为基础建立几何计算模型得出节线上不同位置螺旋角的大小。格里森制的弧齿锥齿轮就是利用这一发现设计出锥齿轮加工用端面铣刀盘,如图 2.4 为端面铣刀盘。

图 2.4 端面铣刀盘
铣刀盘因为刀具形状的原因其切削面为两个圆锥面。用平面产形轮加工弧齿锥齿轮,其齿线可以看做圆弧的一部分。图 2.5 给出了弧齿锥齿轮的齿线作图过程。由此可以求出齿轮节线上任意位置的螺旋角。
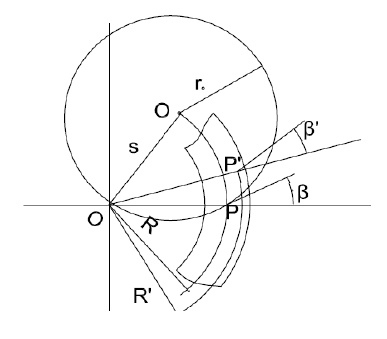
图 2.5 弧齿齿轮齿线
设图中点 P 为齿线的中点,改点的锥距为 R,螺旋角为 β,齿线所在圆的半径为0r 。在图中的ΔOOO P 由余弦定理可知:

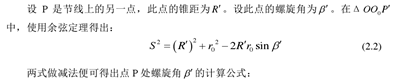

最后,对弧齿锥齿轮副当量齿轮进行推导。根据直齿锥齿轮当量齿轮与斜齿轮当量齿轮的计算过程,可以推导出弧齿锥齿轮副在法向齿面内的啮合也可以用当量齿轮来近似,它们等效的圆柱齿轮副节圆半径与齿数分别为
这样在弧齿锥齿轮副啮合的一般性研究中使用当量齿轮对弧齿锥齿轮的计算和理解方便而有效。
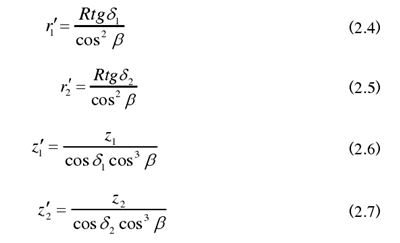
关于弧齿锥齿轮常用参数名称如表 2.1 所示。
表 2.1 弧齿锥齿轮参数
弧齿螺旋锥齿轮主要基本参数包括,齿数、模数、旋向、轴交角、压力角、螺旋角等[23]。部分参数说明如下:
1)弧齿锥齿轮副的轴交角 ? 和传动比 i ,两者依据齿轮副的实际传动要求来选定。2)根据需求功率或传动负载情况来选定齿轮副小轮外端的节圆直径d 1和小轮齿数z1 ,z1 数值不得少于 5。
3)弧齿锥齿轮的外端模数 m 可以直接按计算公式(2.8)来确定,且没有具体的圆整要求。模数公式:
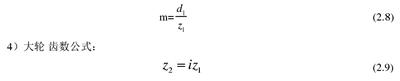
5)依据大轮和小轮的旋转方向要求来确定旋向。实际旋向的确定是根据转动要求来设定,螺旋锥齿轮齿轮副中只有两个齿轮具有不同的旋向的前提下齿轮才可以正常才能啮合。
6)一般情况下要求齿轮副传动时有足够的齿面接触比Fm ,这时弧齿锥齿轮副须合理选用螺旋角。 齿面接触比公式为:

7)弧齿锥齿轮副在节线某点啮合时,啮合点的法向矢量与节平面所成角度 ? 为齿轮的压力角。压力角有16?、 20?、 22.5?等数种标准,但通常工程人员认为 20?更合适。压力角过小会降低齿轮强度,且齿轮易产生跟切现象;压力角过大则会使轮齿的齿顶发生形状变化,降低啮合时的重叠系数。
其他几何参数与弧齿锥齿轮的轮坯修正参数可由程序和公式进行计算而求得,但此部分工作在本文中不做具体讨论。
2.2.2 摆线齿锥齿轮
摆线制齿轮通常分为奥利康制(Oerlikon)和克林贝格制(Klinglnger)两种,本文提及的摆线齿制是指克林贝格制摆线齿制。
摆线锥齿轮因为其齿形特点加工刀具的各项参数易于标准化,无须过多的刀盘调整过程。通常在一台设备上就可以完成大部分的加工任务。加工刀盘规格和数量较少的摆线齿轮(图 2.6)采用区分内外刀的分体式刀盘(结构如图 2.7)采用连续分度加工,齿轮齿形由刀盘的内外刀确定。摆线制齿轮模数少直径大负载能力极强多用于大型工程机械领域,如矿山、港口、重型工程车辆等方面[24]。

图 2.6 摆线齿轮图
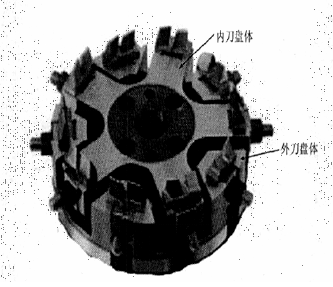
2.7 克林贝格分体式刀盘
在实际计算中通常使用摆线齿的当量齿廓来进行基本参数的计算,图 2.8 为其推导过程。
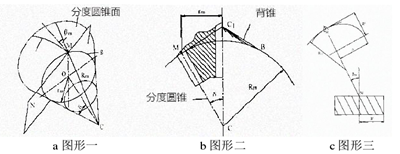
图 2.8 摆线齿当量齿推导
如图 2.8a 中,设齿数 z ,分度圆锥角? , M 位置分度圆半径mr 。做辅助图形,以 C 为中做球面,最后可以得到一个扇形面,设齿面为齿轮面,在图 2.8b 中,可以近似求得扇形面的分度圆半径:
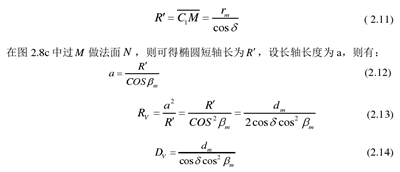
做分度圆,半径为VR ,以扇形面的参数为基准做支持圆柱齿轮,该齿轮则为摆线齿锥齿轮的当量齿轮,结合(2.13)、(2.14)式设当量齿数为vnz ,压力角 20n? ? 齿顶高系数*1ah ? 、顶隙系数 c*
?0.25 ,因为:

则可求得当量齿数:

(1)摆线齿轮参数确定
图 2.9 表示摆线齿的基本参数,其他相关参数都是由此推导或查阅资料得出。
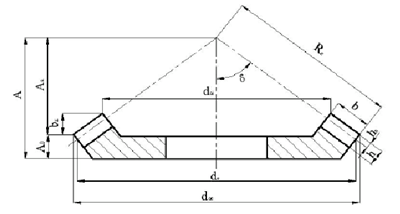
图 2.9 摆线齿基本参数
研究主要设计的摆线齿轮常用参数如表 2.2 所示
表 2.2 摆线制齿轮主要参数
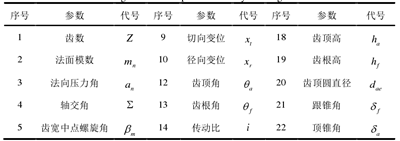
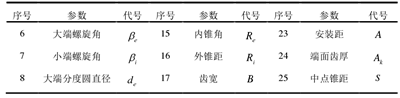
主要的基本参数如:齿数、轴交角、分度圆直径、齿面宽、偏置距、齿数比等。相关参数计算及说明如下:
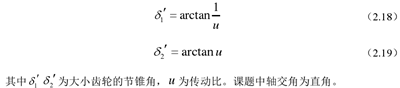
1)齿数一般由设计人员根据实际使用来确定。齿数通常应大于 8,有变速要求的要求齿数最大不可超过 120,齿数比在 1 至 15 左右。
2)轴交角 ? 应时刻满足等于大小齿轮的节锥角的代数和。当轴交角为直角时:

3)齿宽 b 的选择通常要根据实际的应用场合,可以通过查表获得所需工况的齿宽 b。
4)法向模数nm 指摆线齿轮齿宽中点位置所在垂直于切线的平面的法向模数。通常,要获得良好的工作状态齿宽与模数比要维持在一定范围内,

5)螺旋角m? 摆线齿轮螺旋角一般是指齿宽中点出的螺旋角。螺旋角大小可以为任何值,不过考虑到传动性能通常选择30 ~ 45? ?,常用的计算公式为:

以上为摆线制齿轮设计及加工重要的参数,其他相关参数由以上参数经公式计算或查表得出。
2.3 刀具参数
刀具作为螺旋锥齿轮加工过程中的重要因素直接影响着齿轮的加工精度与表面质量[25]。在以往的加工过程中刀具参数在通常情况下可由计算卡片求得,而在现代的专用设备中刀具参数由计算模块得出。
刀具的主要参数:刀盘齿形角 a 、刀盘半径? 、刀顶距 w 。计算参数一般须计算后进行圆整选择。刀具材料则需要根据切削材料通过查阅手册确定。
2.4 螺旋锥齿轮切齿机床模型与机床调整参数
如图 2.10 所示为螺旋锥齿轮传统加工设备的简化模型。摇台所代表的假想齿轮,称为产形轮。产形轮轴线与刀尖假想平面的交点,称为机床中心。刀盘轴线与和刀尖假想平面的交点,称为刀盘中心。过机床中心并与摇台轴线垂直的平面,称为机床平面。若机床平面刚好与刀尖平面重合,机床平面是平面产形轮的面锥。机床中心与刀盘中心之间的距离,称为径向刀位。机床中心与刀盘中心的连线与水平轴线之间的夹角,称为角向刀位。大轮或小轮轴线与机床平面的夹角,称为轮坯安装角。大轮或小轮轴线与产形轮轴线的偏置距,称为垂直轮位。大轮或小轮设计时的交叉点与切齿交叉点之间的距离,称为轴向轮位修正值。切齿交叉点到机床平面的距离,称为床位。产形轮与大轮或小轮的传动比,称为机床滚比[26][27]。
机床调整参数包括:刀盘相对于产形轮的位置(刀位)、大轮相对于产形轮的位置(轮位)和产形轮与大轮之间的传动比(滚比)。
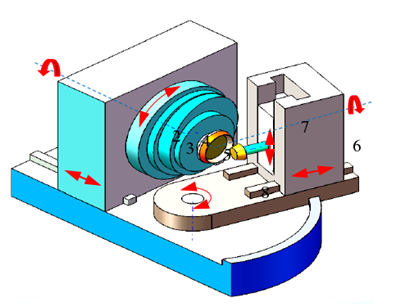
1—刀具箱,2—摇台,3—偏心鼓轮,4—刀转体,5—刀倾体,6—工件箱,7—偏置距滑台8—滑动底座 图 2.10 螺旋锥齿轮切齿机模型
为方便说明下面以传统锥齿轮设备展成法加工准双曲面大轮为例说明螺旋锥齿轮加工过程中机床调整参数的确定。
在图 2.10 中从机床自顶部向下看,可以得到图 2.11 中的 a 俯视图。从机床正前部看,可以得到图 2.11 中的 b 主视图。
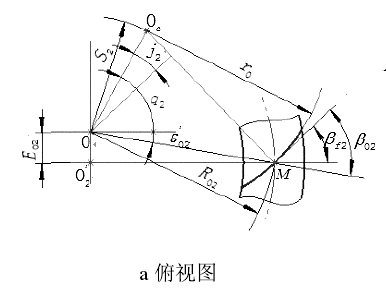
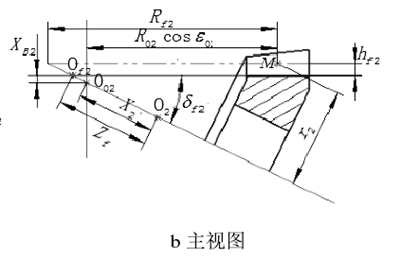
机床中心O 、刀盘中心Oc、径向刀位2S 、角向刀位2q 、轮坯安装角M2? 、垂直轮位02E 、轴向轮位fZ 修正值2X 、床位 B2X
图 2.11 机床调整参数用计算

如图 2.12 所示为 GCMT2500 机床结构。GCMT2500 以传统锥齿轮设备设计为基础在结构上进行了改进。以调整 A 轴上刀盘实际运动的位移、角度进行切削的加工方式代替了传统锥齿轮设备直接调整工件空间位置的加工方式。工件可直接置于 C 轴的工作台上以确定的转速配合其他联动轴进行铣削加工,这项改进极大的方便了齿轮毛坯件特别是大尺寸毛坯件的上下料和调整工作,提高了加工效率降低了立式加工对设备的要求。而对于上述机床调整参数的说明示例,通过采用不同的方法加工和计算公式可以实现不同齿制的不同加工方法的机床调整参数的确定,以这些参数为基础通过特定的转换,最后得到的数据都可以用来确定 GCMT2500 设备加工齿轮的机床调整参数。
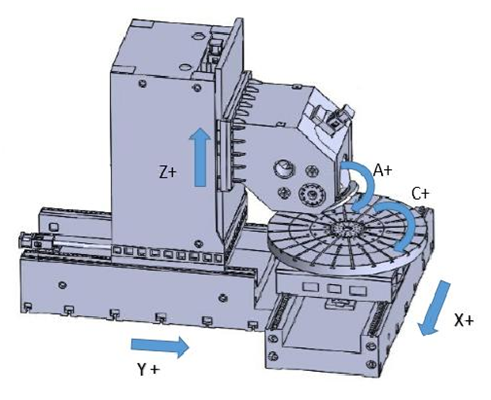
图 2.12 GCMT2500 机床结构
2.5 加工工艺参数
加工工艺参数通常指在齿轮加工过程中机床设定的工艺参数。如主轴转速 S ,切削进给量 f ,切削跨齿数 N ,安全余量 P ,润滑方式等因素。 工艺参数的选定都有严格的标准。其中,主轴转速 S 选择的主要影响因素有:加工材料的种类,材料热处理的状态,刀具材料性质等。切削进给量 f 则需参考刀具进行切削加工时的线速度查阅切削手册给定具体数值。切削跨齿数 N 目的为减少连续加工方式产生的齿间积累误差,通常根据加工锥齿轮齿数确定,以不能为齿数整除的奇数为标准。安全余量 P 保证切削安全设定的安全距离。润滑方式,GCMT2500 切削润滑方式分为气润滑、油气润滑、干切等几种润滑方式,可根据加工条件自行选择润滑方式。
2.6 本章小结
本章主要介绍了螺旋锥齿轮加工的重要参数研究,对研究主要涉及的弧齿制锥齿轮与摆线齿锥齿轮的相关几何原理与轮坯设计过程中的主要参数、公式进行了相关推导和计算。对加工过程中的机床调整参数和工艺参数进行了说明软件参数设计部分提供了数据支持。
投稿箱:
如果您有机床行业、企业相关新闻稿件发表,或进行资讯合作,欢迎联系本网编辑部, 邮箱:skjcsc@vip.sina.com
如果您有机床行业、企业相关新闻稿件发表,或进行资讯合作,欢迎联系本网编辑部, 邮箱:skjcsc@vip.sina.com
更多本专题新闻
名企推荐







专题点击前十
| 更多

