


CNC 打孔中心与多排钻的异同点分析
2015-12-17 来源:数控机床市场 作者:查欢欢, 关惠元
摘要: 由于木工机械的不断改进创新,现代板式家具企业发展迅猛。作为板式家具孔加工设备, 多排钻与CN C 打孔中心的突出贡献不可或缺: 家具企业在两者之间如何取舍, 取决于其是否符合企业生产及产品体系, 是否有利于降低成本,提高生产率。分析比较木工多排钻与CNC打孔中心的优劣,可以更好地在生产中选用合适的设备, 保证生产顺利且高效的完成
1 设备分析
生产中常见的排钻主要有3 排钻、6 排钻等。其中, 六排钻是大批量生产的最典型设备, 必要时可以两台家具的接合与固定主要依靠在家具相应部位六排钻联机工作, 实现一次调机两次定位打孔, 生产中打孔并安装五金件或榫头来实现。因此,家具打孔生产效率非常高
打孔是一项非常重要的工作, 其工艺设备和加工质量六排钻主要由控制面板、送料装置、轨道、夹紧对家具的品质而言至关重要。在现代家具生产中,装置、垂直排钻架和水平排钻架组成( 图1) 。垂直打孔设备主要有排钻和CNC 打孔中心。钻架可以以数字形式调整定位并沿着精密的导轨

图一:六排钻
1 .1 多排钻
六排钻上的钻头间距为3 2 m m 。仅六排钻是木家具加工过程中打孔的专业设备, 生有少数国家使用其它模数的钻头间距。通常水平钻座由多个钻座组成. 垂直钻座由两段独立排座构成。多排钻的排钻钻座数量一般由3 排到1 2 排( 特殊需要时还可再添加钻座),是由水平钻座和下部垂直钻座构成,如图二所示。排钻上所使用的钻头主要有阶梯钻、中心钻、自动换刀装置由刀库、机械手和驱动机构等部件组成, 可以实现电机和液压或气动机构驱动刀库和机械手实现刀具的选择与交换。常见换刀装置麻花钻、定心钻、锪钻等、钻头的结构决定了它的是带有刀库的自动换刀系统。CNC 打孔中心的换工作条件, 即相对于纤维的切削方向、钻孔直径、钻刀过程、选刀方式、刀库结构、机械手类型, 均须在孔深度以及所要求的加工精度和生产效率。多排数控装置及可编程序控制器控制下, 由电机和液压钻加工时, 定位后设置好参数, 主轴向固定在工作或气动机构驱动刀库和机械手实现刀具的选择与台上的工件做进给移动, 以实现钻削加工。如图4 所示。钻台可移动,也可钻轴不动, 工作台带动工件向钻头位于打孔中心内部的数控装置计算机对以数做进给运动。字和字符编码方式所记录的信息进行一系列处理。
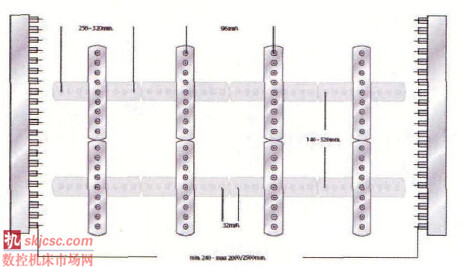
图二:六排钻钻架结构
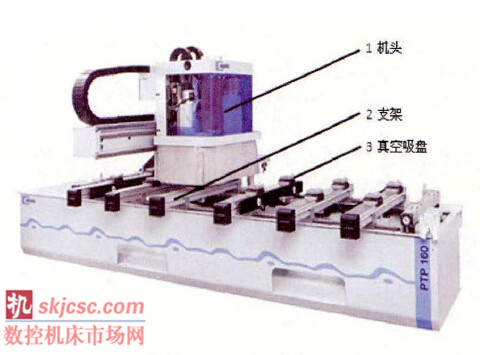
图三:cnc打孔中心
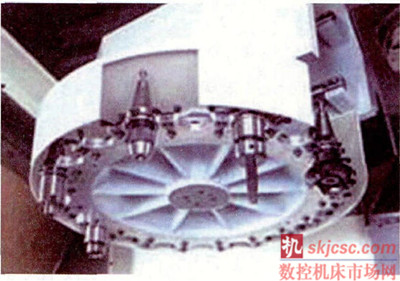
图4 自动换刀刀库
1 .2 CNC打孔中心
CNC打孔中心也即计算机数控打孔中心, 是由按其命令对加工所需各种动作, 如刀具相对于工件,基础部件、主轴部件、控制系统、伺服系统、自动换的运动轨迹、位移量和速度等实现自动控制,如图3所示。完成工件的加工, 即C N C 打孔中心的加工原理。
2 加工方式分析
2 .1上料与下料方式分析
排钻的上下料有人工上下料和自动送料装置上下料两种。人工上下料的优势是机动性强, 适用情况广泛, 但速度慢、效率低, 且费时费力。而采用自动送料装置上下料, 可以以高速度、高效率,高精度等优点满足大批里加工, 其劣势在于能耗高、占用空地等。
自动送料装置依靠检测装置和送料装置, 将带加工工件运输至排钻上,当工件到达钻床加工位置时’ 送料装置即收到指令松开送料棍轮。排钻依靠数字传感器和显示器自动定位并加以锁紧, 无漂移无干扰保证钻孔位置的精度。如图5所示。
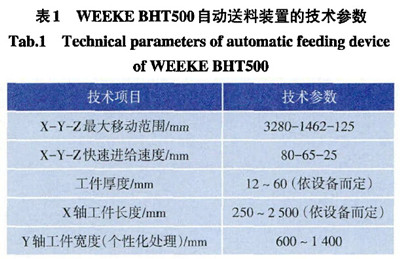
图6 中所示为VITAPS i gm a C e nt er 使用的两款自动送料装置, 采用压缩空气作为动力, 最大送料尺寸为2 5 0 0 m m x 6 5 0 mm >< 7 0 0 mm , 最小送料尺寸为4 0 0 mm x 3 0 0 m m x 7 0 0 m m 。该设备外形尺寸为2 8 0 0 mm x l 5 0 0 mra x l3 0 0 mm , 最大送料高度为7 0 0 mm , 送料速度为1 5  ̄ 2 5 块/分钟。C NC 打孔中心自动送料装置, 可配合打孔中心实现自动送料, 通过数字控制保证送料精度, 从而提高设备的加工效率和自动化程度。通过自动送料系统, 操作者只需在计算机系统里设置好送料进给量, 伺服系统会自动按照设置好的数值确定每次送料的进给长度, 如表1 。
自动上下料技术是综合了计算机、控制系统信息和传感技术、人工智能等多学科而形成的高新s术。在现代家具自动化生产中’ 机床的上下料实现自靴針分必翻。自动上下料装置提高产品的质量, 提高了生产效率, 降低了生产成本。

图5 VI TA P S ig ma 打孔中心

图六:压缩空气送料机
2 .2 加工方法
2.2.1 排钻加工方法
用排钻进行打孔加工时, 首先需要检查设备是否正常以及待加工的工件是否符合图纸要求, 然后定位调机, 力卩工出第一件部件( 即首件) 时, 认真核对加工加图纸要求,核实无误后,方可进行批量加工。进行打孔加工的工件必须选幽工,确保见光面无破损、划伤、崩边等现象出现。打好孔的部件, 孔位不能有发黑、爆裂, 孔沿不可以有毛刺,且孔距误差、孔位深浅需在允许范围内打孔加工后的部件需用纸皮进行垫护, 摆放高度离地面不得过高。此外, 在加工过程中,还必须严格执行首件确认制度, 以确保加工质量, 并在加工过程中不断加强自检力度
首件确认是产品的标准及依据, 是残次品的判定点。其主要内容有如下四点
(1) 工艺文件是否完整、正确,并能指导生产;
(2) 产品造型结构是否合理、适合批量生产
(3) 生产工艺安排是否合理可行
(4) 首件产品是否符合合同、客户确认样及安全标准要求。
2 .2 .2 CN C 打孔中心加工方法
选用CNC 打孔中心进行打孔加工时, 首先要将机床归原点, 加工前要先看清楚程式单和2 D 散件图, 确认与加工工件字码相同、尺寸大小相同。如果是精料, 应检测工件的平行度、垂直度和水平度。
CN C 打孔中心进行孔加工时的关键在于PLC控制, 即可编程控制, 如上图所示。P LC 控制是对机床动作的“ 顺序控制”。即以CNC 内部和机床各行程开关、传感器、按钮、继电器等开关量信号状态为条件, 并按预先规定的逻辑顺序对诸如主轴的起停、换向,刀具的更换,工件的夹紧、松开, 冷却、润滑系统等的运行等进行的控制。如图7 所示
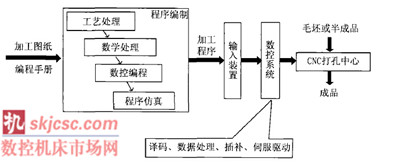
图7 CN C 打孔中心控制过程
与多排钻打孔工艺相比,C N C 打孔中心具有如下优点
( 1 ) 与多排钻相比, C N C 打孔中心省略了调机、重复定位以及首件确认等时间, 从而提高了生产效率, 且能够提高准确率;
( 2 ) C NC 打孔中心需要事先把Auto C AD 文件存储成DXF 文件, 打孔中心识别后即可进行加工。所录入的若干个加工信息, 可重复调用, 适合柔性化生产;
( 3 ) CNC 打孔中心定位有激光定位和物理机构定位。其中激光定位是定原点, 而物理机械定准是指用机构定位原点, 两者均需要物理支持工件和真空吸盘固定。
3 经济性分析
3 .1 零件尺寸规格
多排钻多用于板式家具中系统孔的加工, 且幅面平整, 同一批的板件规格划一, 尺寸公差小的板件, 调机定位容易,一次加工多个孔位, 孔位品质稳定。而CNC 打孔中心则适用于多种规格尺寸板件的孔加工工序, 尤其是加工异形工件, 更能凸显出C N C 打孔中心的优势。
3 . 2 零件孔位分布
零件的孔位分布关乎设备的选用和打孔的效率’ 零件孔位的数量、分布规律都会决定选用哪种设备加工效率高、成本低多排钻适合孔位分布比较均匀、规律性强的板间系统孔的加工。但多次调机定位也可实现其它情况的孔加工。对于孔位分布较零乱、随意, 甚至是毫无规律可言的板件, CNC 打孔中心的优势更突出
3 . 3 加工效率
多排钻尤其是六排钻, 是大批量生产的典型设备。如果同一批次零件数量大, 可实现两台六排钻联机工作, 即一次调机两次定位打孔CNC 打孔中心省去了反复调机、重新定位以及首件确认等时间, 生产效率高。但如果零件批次数量大, 加工效率不如多排钻
多排钻和C N C 打孔中心对于不同情况的打孔加工有不同的优势, 如何根据具体加工条件选用适当的加工设备, 其经济性对产品成本的影响至关重要。因此, 在加工中, 应将形状、尺寸和工艺相似的工件分类成组, 分别选择不同的加工设备, 按生产工艺实施成组加工, 可以减少浪费的时间和费用提高产量, 充分发挥设备的优势
4 新技术的应用
目前, 最先进的多排钻多产自欧洲国家, 如德国、意大利等制造业水平较高的国家。德国的H 0 AM G ( 豪迈集团) 、意大利的BI ESS ( 比亚斯) 及V ITAP 等, 都是著名的木工多排钻生产产商, 旗下生产的多排钻实现了排钻与计算机相结合的生产效率及精度都非常高。德国豪迈旗下W EEKE ( 威利) 自动送料多排钻, 可以实现自动复位; 定位系统设置一自动加紧装置; 计算机全程控制、T FT 显示器; 自带加工编程系统等; 意大利的V ITAPS i gmC e nt e r 排钻, 可以实现上下料流水线完成。
C N C 打孔中心同样来自德国和意大利的居孔中心, 允许在不停机的情况下加工不同尺寸的面多。著名德国豪迈旗下的WE EKE ( 威利) 的CNC 打孔中心, 允许在不停机的情况下加工不同尺寸的面板; 意大利BI ESS ( 比亚斯) 的应用软件bi es s e wa rks ,能够实现辅助图形编辑器, 用于编程加工操作; 导人的C AD 并扫描成D XF 文件和CI D 3 格式; 3 D 模拟刀具路径等。
5 总结
多排钻适合于孔位繁杂、数量多的板式家具部成板式零部件的钻孔要求。因此,多排钻的孔位精度高, 生产效率髙, 是较大规模板式家具常见的钻孔设备。随着家具木工机械化、自动化程度的提高, 多排钻的发展呈现出如下的趋势:
( 1 ) 精度高: 为适应家具产业机械化大扣: 量生产的需求,零部件或产品的互换性要求越来越高,这就要求木工排钻要提高加工精度;
( 2 ) 生产率高: 目前木工排钻每分钟能够加工2 0  ̄3 0 块板材速度非常快.
( 3 ) 自动化:汽动、液压、电子等各种新技术在多排钻上得到了广泛应用, 机械化、自动化程度断提高, 不仅在一个工序位置上可以完成所有孔的加工, 而且还可以与其他的木工机床连接, 组成流水线或自动化生产线
( 4 ) 多功能:一台多排钻除了完成打孔工序外还与其他机床组合成高效多功能机床
(5 ) 专用性强: 各种专用于椅子、抽屉等的多排钻, 能够实现半自动或全自动生产, 生产效率极高
相比较多排钻而言,C NC 打孔中心的使用情况则更为广泛
(1) 工件结构复杂, 内封闭或外封闭曲线形状尺寸公差小, 精度要求高, 钻削条件多变时宜采用CNC 打孔中心;
(2) 周期性、小批量轮番生产, 市场需求变化快, 价格高, 受流行趋势变化影响的工件加工, 也适宜采用C N C 打孔中心
投稿箱:
如果您有机床行业、企业相关新闻稿件发表,或进行资讯合作,欢迎联系本网编辑部, 邮箱:skjcsc@vip.sina.com
如果您有机床行业、企业相关新闻稿件发表,或进行资讯合作,欢迎联系本网编辑部, 邮箱:skjcsc@vip.sina.com
更多相关信息

