


摘要 : 本文先是通过对孔加工过程中专用夹具的设计分析,结合孔加工的特点分析,提出了孔加工过程所面临的问题,总结了进行孔加工的有效方法。实践证明,本文所提出的深孔加工工艺在实际生产中对保证的精度和质量,取得了极好的效果,同时也大大提高了提高生产效率。
1 引言
制造业作为现代国民经济发展的基础展业,一直以来都在整个国民经济体制中扮演着重要角色。作为机械工艺行业来说,促进工艺和夹具技术改革是重中之重。伴随着当前全球经济一体化的飞速发展,我国制造业也是再以惊人的速度发展进步,这对于处于又一个在新时期里的机械加工领域提出了新的挑战。而对于孔类工件加工,尤其是深孔类,多个均布孔工件的加工,改善加工条件、提高工作效率,也是一个新的挑战。具有孔加工工艺的工件在航空航天、装备制造、汽车、工矿以及各种工农机械设备中都有及其普遍的应用。
在大部分的工件上,对孔加工的精度和质量都有极高的要求,也加大了孔加工的难度。加工孔类,尤其是深孔时,工件的加工部位会与刀具长时间接触,这势必会导致加工时温度过高的问题 。因为加工空间极为狭小,冷却液进入加工面,以及铁屑和冷却液的流出都是极为困难的。在钻头钻削过程中,温度的不断升高使端头的耐用度降低,容易产生切屑阻塞,导致钻头折断,在目前的日常生产中,在钻孔过程中钻头折断也是很频繁的事件。这对产品品质和不合格率都有着极大威胁。
因此,对孔加工方法进行研究,有着重要的实际应用意义。下面以一个实例介绍孔加工过程中夹具的设计实例说明。
2 、深孔加工实例分析
制造业作为现代国民经济发展的基础展业,一直以来都在整个国民经济体制中扮演着重要角色。作为机械工艺行业来说,促进工艺和夹具技术改革是重中之重。伴随着当前全球经济一体化的飞速发展,我国制造业也是再以惊人的速度发展进步,这对于处于又一个在新时期里的机械加工领域提出了新的挑战。而对于孔类工件加工,尤其是深孔类,多个均布孔类工件的加工,改善加工条件、提高工作效率,也是一个新的挑战。具有孔加工工艺的工件在航空航天、装备制造、汽车、工矿以及各种工农机械设备中都有及其普遍的应用。
在大部分的工件上,对孔加工的精度和质量都有极高的要求,也加大了孔加工的难度。加工孔类,尤其是深孔时,工件的加工部位会与刀具长时间接触,这势必会导致加工时温度过高的问题 。因为加工空间极为狭小,冷却液进入加工面,以及铁屑和冷却液的流出都是极为困难的。在钻头钻削过程中,温度的不断升高使端头的耐用度降低,容易产生切屑阻塞,导致钻头折断,在目前的日常生产中,在钻孔过程中钻头折断也是很频繁的事件。这对产品品质和不合格率都有着极大威胁。因此,对孔加工方法进行研究,有着重要的实际应用意义。
下面以一个实例介绍孔加工过程中夹具的设计实例说明。
如图1所示,工件中分别均布6xΦ13、4xΦ10、2xΦ10通孔,其中以4xΦ10通孔为深孔,加工难度较大。在定位方案中,以轴孔为主要定位基准,限制4个自由度,以轴孔端面为止推基准,限制2个自由度,如下图所示。轴孔限制X轴的移动和转动、Z轴的移动和转动,轴孔端面限制Y轴移动和转动。
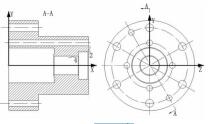
图1 定位方案
此方案是按照基准重合原则确定的,不存在基准不重合误差,有利于保证加工精度,夹紧力可以抵消部分切削力,有利于提高夹紧刚性。
导向元件采用钻模板配合钻套配合使用,考虑到钻套磨损后可以更换,所以选择标准结构的可换钻套。钻套至工件表面的距离按(0.3~0.7)d选取。考虑到本加工工序加工时钻头较细,为防止切屑空间,故钻套至工件表面的距离取的偏大。轴孔应用圆柱心轴进行定位,与开口压盖配合进行夹紧,能保证轴孔与心轴接触良好,定位误差小,而且结构简单,操作方便,可最大限度缩短辅助时间,提高生产效率。
夹具体底板采用铸造夹具体钢套钻孔钻模,支架与底板通过螺栓连接连成一体构成夹具体。夹具体底板的底面作为安装基面,垂直安装定位心轴,两侧安装左右立板,最上面安装钻模板。定位心轴与夹具体底板采用过盈配合,钻模板与夹具体立板用铰链轴链接。夹具体装备时,待钻模板位置调整准确后,再拧紧螺钉。此方案结构紧凑,安装稳定,具有较好的抗压强度和抗振性。
对该结构方案进行精度分析和估算,影响位置度的定位误差根据基准分析小于工件相应位置度公差;导向误差方面,由于工件是以夹具上的底板面等为限位基面,使用的是快换钻套,故导向误差为0;因夹具在机床上的安装不精确而造成的加工误差。称为夹具的安装误差,因为该夹具的安装基面为平面,没有安装误差;总体分析,符合精度要求。
机械加工工序繁多,下一步工作必须是建立在上一步质量合格的基础上,因此对加工过程中的每一个环节都必须是高要求高标准,特别是在加工工艺方案的制定和夹具设计阶段,要考虑周全,尽量是加工操作简单化。在夹具设计阶段,是最终获得好的产品质量和精度的重要保证,作为制造过程的核心,加工工艺和夹具设计必须要严格把关,进行技术革新,推动技术发展。工艺过程关系到产品是否可以使用,是非常重要的。目前,我国在的机械制造行业还处于发展阶段,我们需要不断总结经验,积极学习国外先进技术,将国
外新技术引用到国内生产实中来。
3 、结语
本文在分析孔加工方法及加工特点的基础上,总结了提高其加工效率与质量的改进措施。在机械加工过程中,还有许多值得探讨与改进的地方,需要不断改进与总结,以达到最好的利益收益。
如果您有机床行业、企业相关新闻稿件发表,或进行资讯合作,欢迎联系本网编辑部, 邮箱:skjcsc@vip.sina.com

