


VENTEC 深孔钻系统的应用分析
2019-10-29 来源:中北大学 山西省深孔加工研究中心 作者:马腾 沈兴全 高伟佳 雷韶
摘要: 针对深孔加工成本高、设备结构复杂等问题,应用英国哈镘公司( HAMMOND) 设计的 VENTEC 深孔钻系统,可简化深孔加工的设备结构并降低加工成本。通过理论分析和实际应用试验,对 VENTEC 深孔钻系统的结构、原理以及在应用过程中出现的问题进行分析,论证其在实际生产中的意义。
关键词: 深孔加工; VENTEC 深孔钻系统
1 、引言
由相关的资料统计可知,孔加工在机械制造行业中占全部机械加工的三分之一左右,而深孔加工又占到孔加工的 40% 以上。由于深孔加工是在封闭或半封闭的空间内进行的特殊性加工,具有排屑难、冷却难、润滑难和工具系统刚度低等特点。
这些难点不仅长期困扰着深孔加工行业,而且在一定程度上限制了深孔加工的应用范围,也限制了深孔加工的理论及技术向其他领域拓展的能力,使深孔加工成为制造技术门类中设备机构复杂且加工成本昂贵的技术之一。
目前,国内外常用的深孔加工系统有枪钻系统、BTA 系统、喷吸钻系统和 DF 系统。其中,喷吸钻系统要实现喷和吸两个效果,结构上更加复杂,使其最小加工孔径受限,加工成本更高; DF 系统是在 BTA系统上安装负压排屑装置,结合了 BTA 系统和喷吸钻系统的优点,克服其不足,但其结构较 BTA 系统复杂。
2 、深孔加工技术分析
根据排屑方式的不同,简要分析外排屑方式的枪钻系统和内排屑方式的 BTA 系统。枪钻系统属于外排屑方式,主要由中心架、扶正器、钻杆联结器和冷却润滑系统等组成( 见图 1)

枪钻系统的工作原理: 切削液通过尾架上的输油入口进入钻杆内部,到达钻头头部进行冷却润滑,并将切屑从钻头外部 V 型槽中排出。由于切屑由钻头和钻杆外部排出,容易擦伤已加工孔表面,加工质量低于内排屑方式的系统。该系统主要用于小直径( 孔径小于 20mm) 的深孔加工。
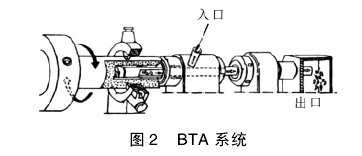
如图 2 所示,BTA 系统属于内排屑方式,主要由中心架、授油器、钻杆联结器和冷却润滑油路系统等组成。
BTA 系统的工作原理: 切削液通过授油器从钻杆外壁与已加工表面之间的环形空间进入,在刀具头部进行冷却润滑,经钻杆内部推出切屑。该系统应用广泛,但受钻杆内孔排泄空间的限制,主要用于直径大于 12mm 的深孔加工。由以上分析可知,无论那种排屑方式均由工件、刀具、专用辅具、机床和控制系统等要素组成。其中,专用辅具取决于所采取的切削液供给方式、排屑方式和工件与刀具之间的相对运动方式。可见,深孔加工需要专用设备和专用辅具,因此其设备结构复杂、成本昂贵。
3 、深孔钻系统分析
3. 1 深孔钻系统简介
深孔钻系统最早由国外深孔技术企业提出,目前在国内也有多家企业生产该系统。由于其具有适用范围广、结构简便和成本低等特点,无论在欧美市场还是在国内市场都被广泛应用于各行各业中。用户只需一台普通机床、一件设计正确的工装夹具、一套完整的 QYZ 深孔钻系统和一支高品质的硬质合金枪钻,便可以极低的成本、简便的操作提供高效率、
高精度和高一致性的深孔钻削加工方式。
作为机床附件,系统各部分的安装拆卸简单便捷,大部分情况下无需对机床做任何改动,使现代枪钻技术在普通机床上的应用成为了现实。
3. 2 深孔钻系统结构
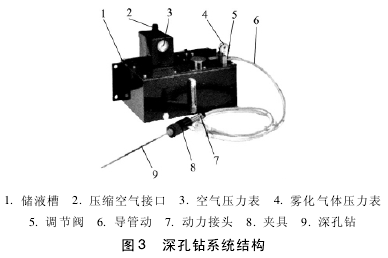
如图3 所示,深孔钻系统包括储液槽、压缩空气接口、空气压力表、雾化气体压力表、调节阀、导管动、动力接头、夹具和深孔钻等部分。其中,夹具可根据实际加工情况更换。
在普通车床上安装深孔钻系统具体步骤:
①将储液槽固定在便于操作且不易发生碰撞的地方。通过压缩空气接口将空气压缩机接入,并将空气的供给压力控制在一定的范围内,然后在储液槽中按照正确的比例混合好专用的冷却液;
②应用刻度盘千分表调节夹具,使夹具的各边和顶部与机床运动方向平行;
③校准刀夹中心线与机床主轴中心线,使其可以对齐,在机床主轴上安装千分表,便于加工时的观察;
④在夹具上安装 VENTEC 钻头,保证切削面垂直于机床的尾部;
⑤加工前,应根据所要加工的深孔孔径加工相应的引导孔;
⑥根据加工孔径和设备要求的参数设置好机床的进给速度及转速;
⑦固定横向移动和垂直方向移动,以保证系统的整体稳定性;
⑧调节阀门,使冷却液呈气雾状喷出;
⑨驱动机床,进行深孔加工。
3. 3 深孔钻系统原理分析
在枪钻原有结构上进行改进,得到的深孔钻系统采用 VENTEC 钻头,其工作原理与枪钻类似。加工时使用导向套或导向孔来定位,加工开始后,加工出来的孔对刀口起到支撑的作用,形成钻头的自引导特性。VENTEC 钻刀头外部凸肋可以产生使钻头偏向中心的力,产生的摩擦可使钻头对孔的表面进行轻轻抛光。
该结构对成孔有积极影响: ①在摩擦力的作用下,成孔的粗糙度得到有效控制; ②在钻头自引导作用下,即使加工比较深的孔,也可以保证钻头正确的钻孔轴线。这意味着深孔钻系统的 VENTEC钻可以用于加工高精度且长径比较大的孔。应用深孔钻系统加工深孔时,切削区的冷却排屑十分重要。
深孔钻系统采用准干式的冷却和排屑方法,即应用压缩的气液混合物冷却切削钻头并排出切屑,其工作原理为: 冷却液在喷雾系统( 储液槽) 中被外部供给的压缩空气加压,并与高压空气一起送入可调整流量的喷雾混合头内,经导管再送入专用的夹具内,而后通过 VENTEC 钻头的中间通道到达切削区域。
冷却液效果的好坏直接影响深孔加工的过程。深孔钻系统的冷却液由特殊的乳化油和水混合而成,其主要作用:
①使 VENTEC 钻头的抛光凸肋和切屑刃得到充分润滑,减小钻削过程中钻头、切屑以及工件之间的摩擦;
②压缩空气能有效推动雾化冷却液流动,使切屑沿排屑槽快速排出;
③准干式冷却方法可以提供强大的冷却效果。
水和压缩空气的混合物是一种理想的冷却介质,其冷却效果优于纯液体,能够在钻削加工过程中,有效控制钻头刃部温度,从而提升其加工效率
。
4 、深孔钻系统应用
4. 1 条件设置
受条件限制仅做简单的对比试验以及成孔质量分析。试验设备包括普通车床、VENTEC 深孔钻系统、粗糙度检测仪、圆度检测仪和红外热像仪。试验材料为车轴钢。试验 参 数 为 孔 径 10mm 和 孔 径30mm、深度 1500mm 的深孔。
4. 2 切削温度分析
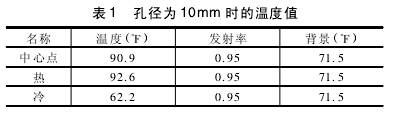
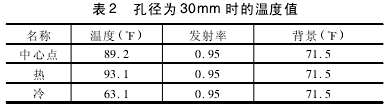
应用红外热像仪检测加工时的工件温度可在一定程度上反映切削区的大致温度。加工孔径 10mm深孔时,其检测结果见 图 4 和表 1; 加 工 孔 径为30mm 深孔时,其检测结果见图 5 和表 2。
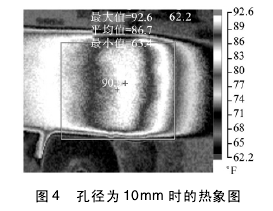
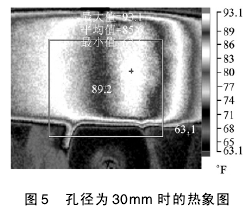
分析以上热象图可知,深孔钻系统在加工深孔的过程中,如切削区域的温度保持在一个合理的范围内,其冷却系统效果显著。因为该系统采用压缩的气液混合物冷却切削钻头并排出切屑,冷却作用显著,可有效控制切削区的温度,高压空气能更有效地推动切屑排出。对加工完成的深孔进行检测,检验深孔钻系统的成孔质量,其结果见表 3。
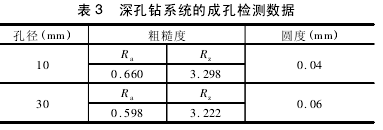
分析检测数据可知,深孔钻系统的成孔质量比较高,VENTEC 钻头的结构对成孔质量有积极的影响,能满足实际生产的要求。因为在该系统中,钻头通过导向孔给钻头定位,形成加工过程的自引导,保证了孔的加工质量,刀头部的抛光凸肋能进一步优化成孔质量。
5 、结语
国内深孔加工主要应用于专业的大型深孔钻床,其设备结构和加工成本都限制了深孔的应用。大多数情况下,设计师不得不对设计的结构做出妥协,不能达到结构最优。通过对英国哈镘 VENTEC深孔钻系统的研究,可知其在适用性、成孔质量与设备结构等方面均有一定的优势,易于安装、维护、保养和检修,且加工效率较高。在实际生产中应用深孔钻系统可以有效解决深孔加工成本高等问题。
投稿箱:
如果您有机床行业、企业相关新闻稿件发表,或进行资讯合作,欢迎联系本网编辑部, 邮箱:skjcsc@vip.sina.com
如果您有机床行业、企业相关新闻稿件发表,或进行资讯合作,欢迎联系本网编辑部, 邮箱:skjcsc@vip.sina.com
更多相关信息

