



浅谈数控车床综合故障诊断与维修
2017-7-13 来源:广州市高级技工学校 作者:王小媚
摘 要:数控车床在加工零件的过程中,很多时候加工出来的零件并不满足图纸的要求,看似正常的过程却不知问题出在哪里。例如 CJK6132 数控车床在加工时尺寸不稳定,X 向与实际尺寸相差 0.02mm 或 0.015mm 不等 。本文就针对这一常见现象,以CJK6132 数控车床为案例,对产生这种现象的故障原因进行分析诊断与排除,并写出维修流程。
关键词:数控车床;加工精度误差大;故障原因分析与排除;维修流程
CJK6132 是一种简易式的数控车床,经过改造后基本能满足教学的需求,但学生在操作过程中经常会碰到加工精度不符合要求的情况,让他们百思不其解。数控车床加工出来的零件不合格,是数控车床综合故障的最终表现,很多时候这种故障是带有隐秘性与渐发性,其产生的原因具有复杂性与多样性,给排除故障带来不少的困难,因此在排除过程中必须要熟读说明书与操作指南,对数控车床的性能特点与结构布局等有全面的了解。
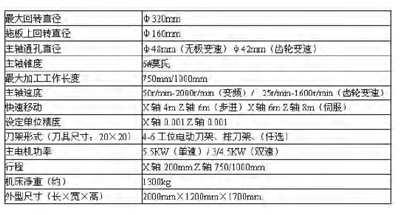
CJK6132 技术参数

一、可能产生的故障原因
通过对上述故障现象的初步分析,可以判断出上述故障可能是由以下原因造成的:
1)刀架换刀后未锁紧。
2)机械运动阻力不均衡,快速运行或大切削量切削时,步进电动机失步。
3)加工工艺不合理。
4)机床水平变差,安装不牢固。
5)数控系统产生失步或所选配的驱动器功率不够,扭矩小。
6)加工工件使用的刀具选型不对,刀具易磨损,刀具装夹不正或不紧等。
7)机床在长期使用中磨损,丝杠的间隙增大,机床的丝杠反向间隙过大使加工过程的尺寸漂浮不定,故工件的尺寸误差总在此间隙范围内变化。
8)主轴存在全跳动或窜动。
9)尾座中心线与主轴轴心线同轴度差。
二、故障原因的分析与排除
(一)数控维修原则
数控机床故障诊断与维修的六大原则是:①先外部后内部;②先机械后电气;③先静后动;④先公用后专用;⑤先简单后复杂;⑥先一般后特殊。
(二)数控维修常用的诊断方法
①问;②看;③听;④嗅觉和触摸;⑤互换法;⑥隔离法。
(三)CJK6132 数控车床 X 向加工尺寸不符合要求的故障原因分析与排除
根据数控维修的原则与诊断方法,对比这列出的 9 种可能的原因,该故障可能是由单一的原因引起的,也可能是由多种原因共同作用导致的,所以我们每一项都要进行排查,以确保再次加工时不会再发生这种现象。
在这么多原因当中,我们可以先从简单的入手,再到复杂的。排查的顺序如下:
①检查加工工艺数据。根据所加工材料的性质,合理地编制加工工艺,选择适当的主轴转速,切削进给速度和切削用量。经过检查,加工者所选择的切削用量三要素都能根据材料的性质,刀具的材料,工件的相关技术要求,编制的工艺合理。
②检查所用刀具,只是轻微受到磨损,不影响加工,但是车刀伸出刀架稍长,而刀具应尽可能伸出的短些,因为车刀伸出过长,刀杆刚性相对减弱,削时在切削力的作用下,容易产生振动,使车出的工件表面不光洁。一般车刀伸出的长度不超过刀杆厚度的 2 倍。经调整,刀具装夹正确,工装夹具正常。这个细节是加工者在操作过程中粗心导致,正确的车刀安装方法如下图所示:
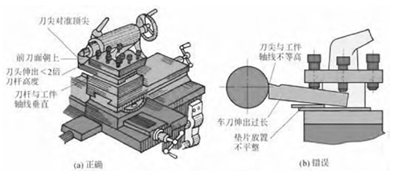
车刀的安装
③检查刀架换刀后反转时间是否足够(新刀架反锁时间t=1.2s 即可),是否使刀架有足够的时间来锁紧,检查刀架的定位和锁紧螺母是否松动。经检查,各项目正常,换刀后,用百分表侧头触及刀架前端,用手晃动刀架上的刀具,观察百分表指示,经测量刀架锁紧正常。
④关闭电源开关,用手动转动丝杠,感觉机械传动顺畅。
⑤由于机床振动,容易造成机床水平变化,水平不良对机床精度相当影响大,不仅工件加工精度会受影响,长期以往,机床本身的固有结构精度也会发生不良改变。
故使用水平仪测量机床水平,发现机床水平变化明显,对于普通机床,水平仪读数不超过 0.04/1000mm,对于高精度的机床,水平仪超过 0.02/1000mm。调整时可选用精度0.02mm/ 每格的条式水平仪,但调整之前必须先确认水平仪本身之绝对水平,确认方法是,首先将水平仪放于工作台上指定点;然后待气泡稳定后记录其位置,在旋转 180°气泡停止时须与 0°
比较公差允许 1/3 格以内。按步骤调好水平后,紧固水平调整螺栓。
⑥检查数控系统。
首先判断程序是否按图纸要求编制,然后再根据所选的配置检查设置的参数是否合理,其次考虑所选配的驱动器是否合理,驱动器应该与伺服电机是配套的(包括功率、扭矩),看原来电机是多少功率,按照原来电机的功率和转速选伺服电机的功率和转速,伺服电机确定了,伺服驱动器也就确定了,然后驱动器要与数控系统形成对接,完成闭环。经查,所选驱动器合理。再
而通过观察相位灯判断电脑发给驱动器的脉冲是否有失步象,因为电动机失步会影响数控系统的稳定性和控制精度,造成数控机床加工精度下降,经观察,正常。最后发现快速定位速度参数设置稍高。原设置为 5000,现设置为 6000。这是操作者为了提高加工速度私自修改了参数,将其修改为出厂设定值 5000。
⑦检查丝杠间隙,发现明显变大。先通过调整丝杠螺母,调整滚珠丝杠预紧,调整减速齿轮间隙使间隙减少,再通过百分表测出间隙值(一般间隙在 0.15mm 以内),通过数控系统反向间隙参数补偿系统,使工件加工尺寸符合要求。
⑧检查主轴静态精度正常,无径向圆跳动、端面全跳动和轴向窜动。
⑨检查尾座中心线与主轴轴心线的同轴度正常。
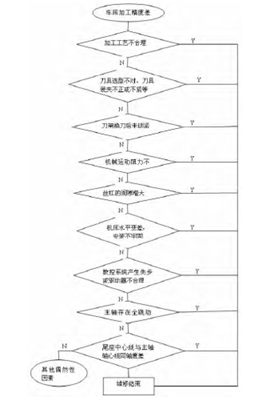
三、维修流程图
四、结束语
数控机床是机电一体化的产物,技术先进、结构复杂。数控机床的故障也是多种多样、各不相同,故障原因一般都比较复杂,因此在出现故障时,维修人员也不要急于动手,盲目处理。虽然故障是千变万化的,但只要我们掌握了方法,细致、严谨,故障总会迎刃而解。
投稿箱:
如果您有机床行业、企业相关新闻稿件发表,或进行资讯合作,欢迎联系本网编辑部, 邮箱:skjcsc@vip.sina.com
如果您有机床行业、企业相关新闻稿件发表,或进行资讯合作,欢迎联系本网编辑部, 邮箱:skjcsc@vip.sina.com

