



普通机床加工孔内同轴环槽和反锪端面装置
2018-1-11 来源: 包头职业技术学院 作者:张桂霞
摘 要:机床的加工一直是企业生产的重要内容,在机床的加工装置中有很多方式和装置方法,本文为明确区分普通机床加工孔内同轴环槽和反锪端面装置的几种装置方式,主要分析三种装置结构和工作原理,希望能对产品的生产和机床的装置优化有所启发。
关键词:普通机床 孔内同轴环槽 反锪端面装置
引言
机床的装置过程和工作原理一直是机床生产的重要方面,尤其是在更高层次的产品生产中,往往会出现相关的技术难点,本文在研究和分析径向切孔内环形槽装置、可轴向移动、径向切孔内环形槽装置和具有反锪孔端面的装置的基础上,有针对性地优化和调整机床的装置结构,设置切孔内环形槽装置和切孔内宽环形槽的特殊装置等,希望能对机床生产产生作用。
1 、三种装置的工作特点和原理
普通钻削类机床的生产由于缺少相关的动力部件以保证径向运动的正常开展,会导致产品的加工不利于生产。如图 1 所示的内孔环形槽及孔端面非常不适合,在这种情况下,只有通过联接器 ( 套筒卡头 ) 与钻、镗床的相互作用,最后达到与主轴相连的目的,对于保证切削刀具同时发生径向移动和轴向移动的运动轨迹有很大的作用,保证零件孔的中切槽和反锪孔端面的生产过程得以迅速完成。
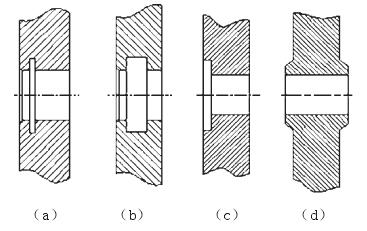
图 1 内孔环形槽及孔端面加工示意图
1.1 径向切孔内环形槽装置
从图 2 中能够看出,该装置适用于切削较窄的环形槽,如图 1 中(a)所示,这种类型的加工方式适合加工一些如箱体类零件孔内同轴环槽等物质的加工。以钻床加工为例,解释和介绍径向切孔内环形槽装置的工作原理。通过套筒,使钻床主轴带动切孔内环形槽装置工作。其工作过程是当生产设备中的主要的装置在随着机床主轴向前时,设备中的滑杆和切槽刀和刀杆同样也在随着设备中的主轴方向做相同的轴向移动和绕轴线的旋转运动。后续的工作是切槽刀的工作程序,当切槽刀达到提前预设好的位置时,整个生产设备的主轴会随着设备的轴向前运动。不同的是,其中的滑杆和切槽刀不会随着设备的主轴发生相似的作用,而是继续停止在适宜的位置,在此过程中,刀杆会有变化,刀杆仍会继续沿着轴再运动,这样产生的效果是对滑杆和刀杆产生作用,并产生一定程度的位置移动,从而对整个设备的刀具生产发生作用,这样一来,所产生的作用对孔内环形槽的切削加工起到加工生产的作用。在其工作原理中,往往会产生相关的差异情况,尤其是在设备的移动过程中,滑杆与刀杆发生作用,就会使丝堵堵住弹簧,在孔内环形槽加工过程结束后,使设备的主轴退回到最开始的位置。刀杆也会退回到最初的位置,等待下一轮的操作。滑杆不会回到最初的位置,使刀杆和滑杆产生相关的移动作用,以准备着下一次的生产过程,此时切槽的整个生产过程才结束。
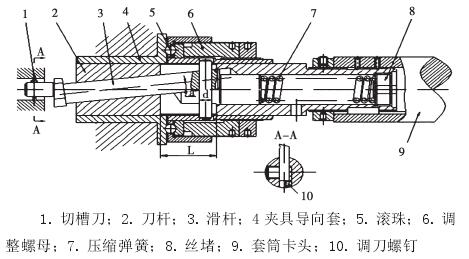
图 2 切孔内环形槽装置
1.2 轴向和径向移动的切孔内环形槽装置的过程
在实际加工过程中,会出现相关尺寸不合适的情况,如孔内环形槽的槽宽尺寸与切槽刀的自身宽尺寸不符的情况,在遇到这种情况时,要区别对待。当切槽刀的自身宽度小于所需加工的孔内环形槽的槽宽尺寸(如图 1(b)所示)时,图 2 中的装置就无法满足加工的要求,所以要根据图 2的装置结构加以改动和调整,以满足这种孔内宽环形槽的产品生产的加工要求,经过调整和优化,最终得到的结构装置如图 3 所示,在改动后的这种装置的结构中,设备中的刀具在使用过程中,先做径向移动,再轴向移动,从而满足宽度和不同产品的生产加工要求,实现沿槽宽方向加工孔内宽环形槽。
图 3 中的装置结构主要是为加工孔内宽环形槽而设计特殊的设置,是对图 2 装置无法满足孔内宽环形槽的加工要求的改进。调整后的设备装置的工作范围从刀具起始位置到达要求能够满足产品加工槽的轴向位置,在实际的产品的加工过程中需要满足径向切槽运动的加工过程,其工作原理是以刀具运动的基础上加工刀具,使滑杆在刀杆的孔洞中发生位置移动,这种移动能够为径向运动打下基础,从而完成整个切槽加工工作。其不同的点在于:在图 3 的装置设备中,切槽刀到达规定的加工工作位置后,机床主轴的移动轨迹发生变化,不再继续向后倒退,而是继续沿着主轴向前移动,使小弹簧受到来自机床主轴的压力,导致整个切槽刀的运动轨迹发生变化,不再是倒退,而是继续沿着主轴工作,从而保证整个工作程序的完成。在工作程序完成后,大弹簧开始发力,使整个切槽刀在移动的过程中,退回到最初的工作位置,等待下一轮的工作过程。
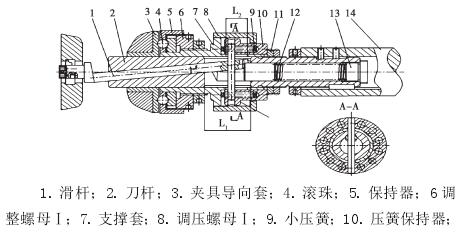
图 3 切孔内宽环形槽的特殊装置
1.3 包含反锪孔端面的设备装置
两种装置的工作原理都是以斜面传动原理为基础实现刀具径向进给,径向切孔内环形槽装置和可轴向移动、径向切孔内环形槽装置中的刀具的运动轨迹分别如图 4(a)、(b)所示,当需要加工的孔端面表面的要求不高时,其中所示的装置和工作结构都能满足并应用于孔的内槽加工,不仅能够满足孔内槽加工,而且可满足于孔的端面加工。
但在实际的工作过程中,往往会出现刀具划伤已加工表面的情况,为避免这种情况,就需要设置另一个步骤,让刀运动,该步骤添加后,图 2、图 3 中所示的 2 个装置就不再合适于加工孔的内槽和孔的端面。在刀具不退回的情况下,刀具的运动轨迹如图 4(c)所示,在刀具纵向到达切削端面的位置后,运动轨迹会发生变化,开始转走径向的运动方式,在端面的切削完成后,会调整一个轴向运动,这就是所要达到的让刀运动,当整个让刀过程结束后,刀具开始改为径向移动退回,以达到实现轴向移动退回的最终目标。
通过图 4 中(b)、(c)比较可知,只有在图 3 的设备装置的基础上改动和调整,才会最终实现如图 5 所示的结构,满足让刀运动,从而达到图 4(c)所示的刀具运动轨迹
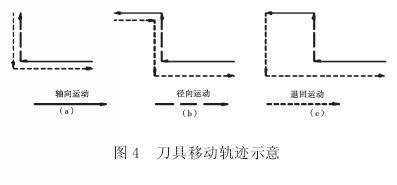
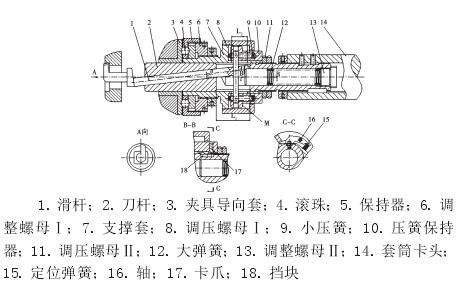
图 5 具有让刀机构的装置
从图 5 可看出,其装置的结构设计可在切削端面的基础上完成让刀运动,即实现反锪并让刀。当图 5 所示的设备装置经过刀具的径向移动实现端面的切割时,对螺母上的小弹簧进行试压上,在机床主轴的轴向移动过程的基础上,小压簧所受的压缩力增大,能够使得刀具进行又一轮的轴向运动,从而能够保证让刀运动的全部完成,在这一过程中卡爪经过在定位弹簧的定格作用,会沿着轴绕向回转,卡爪卡入到卡槽中,使弹簧的作用失效;整个让刀任务完成后,主轴会沿轴倒退,这时整个设备的端面切刀会做径向退回运动,安装在刀杆上的挡块把卡爪顶起,小压簧此时发生作用下,切刀错开让刀的距离的移动,然后全部刀杆随主轴一起退回到最初的位置,以等待新一轮的运动。
2、结语
本文中的 3 种装置能够完成孔内环形槽、锪端面和锪孔形式的加工,满足机床生产的批量生产需求。3 种装置结构简单、成本低、操作方便,普通机床和批量生产的专用机床可实现多孔环槽及端面的同时加工,且操作简单,专用机床的复杂和繁琐。3 种装置都具有较强的实用性,能带来良好的经济效益。
投稿箱:
如果您有机床行业、企业相关新闻稿件发表,或进行资讯合作,欢迎联系本网编辑部, 邮箱:skjcsc@vip.sina.com
如果您有机床行业、企业相关新闻稿件发表,或进行资讯合作,欢迎联系本网编辑部, 邮箱:skjcsc@vip.sina.com
更多相关信息

